ОЋЪсЙЄађЕФЕФШЮЮёЃК
вЛЁЂОЋЪсЙЄађЕФШЮЮё
дкЦеЪсЗФЩДЯЕЭГжаЃЌДгЪсУоЛњЩЯЯТРДЕФЩњЬѕДцдкКмЖрШБЯнЃЌШчКЌгаНЯЖрЕФЖЬЯЫЮЌЁЂдгжЪЁЂУоНсКЭДУЕуЃЛЯЫЮЌЕФЩьжБЦНааЖШНЯВюЁЃетаЉШБЯнВЛЕЋгАЯьЗФЩДжЪСПЃЌвВКмФбЗФГЩНЯЯИЕФЩДЯпЁЃвђДЫЖджЪСПвЊЧѓНЯИпЕФЗФжЏЦЗКЭЬижжЩДЯпЃЌШчЬиЯИЩДЁЂТжЬЅСБзгЯпЕШЃЌОљВЩгУОЋЪсЗФЩДЯЕЭГЁЃОЋЪсЙЄађЕФШЮЮёЪЧЃК
1ЁЂХХГ§ЖЬЯЫЮЌЃЌвдЬсИпЯЫЮЌЕФЦНОљГЄЖШМАећЦыЖШЃЌИФЩЦГЩЩДЬѕИЩЃЌМѕЩйЩДЯпУЋг№ЃЌЬсИпГЩЩДЧПСІЁЃвЛАуЪсУоЩњЬѕжаЕФЖЬЯЫЮЌКЌСПдМеМ12%Ѓ14%ЃЌЕБОЋЪсЙЄађТфУоТЪЮЊ13%Ѓ16%ЪБЃЌПЩХХГ§ЩњЬѕжаЕФЖЬЯЫЮЌдМЮЊ40%Ѓ50%ЁЃ
2ЁЂ ХХГ§ЬѕзгжаЕФдгжЪКЭУоНсЃЌвдМѕЩйЯИЩДЖЯЭЗКЭГЩЩДДУЕуЃЌЬсИпГЩЩДЕФЭтЙлжЪСПЁЃР§Шчдке§ГЃЙЄвеЬѕМўЯТЃЌОЋЪсЙЄађПЩХХГ§ЩњЬѕжаЕФдгжЪдМЮЊ50%Ѓ60%ЃЌУоНсдМЮЊ10%Ѓ20%ЁЃ
3ЁЂЪЙЬѕзгжаЯЫЮЌЩьжБЁЂЦНааКЭЗжРыЃЌвдРћгкЬсИпЩДЯпЕФЬѕИЩЁЂЧПСІКЭЙтдѓЁЃЪсУоЩњЬѕжаЕФЯЫЮЌЩьжБЖШНіЮЊ50%зѓгвЃЌОЋЪсЙЄађПЩАбЯЫЮЌЩьжБЖШЬсИпЕН85%Ѓ95%ЁЃ
4ЁЂ ВЂКЯОљдШЁЂЛьКЭгыГЩЬѕЁЃЭЈЙ§ЮЙШыЪБЕФВЂКЯЃЌЪЙВЛЭЌЬѕзгжаЕФЯЫЮЌГфЗжЛьКЭгыОљдШЃЛВЂжЦГЩОЋЪсЬѕЃЌвдБуЯТЙЄађМгЙЄЁЃР§ШчЃЌЪсУоЩњЬѕжаЕФжиСПВЛдШТЪЮЊ2%-4%зѓгвЃЌЖјОЋЪсжЦГЩЕФУоЬѕжиСПВЛдШТЪдМЮЊ0.5%-2%ЁЃ
ОЋЪсЙЄађЪЧгЩОЋЪсзМБИЛњаЕКЭОЋЪсЛњзщГЩЃЌОЋЪсзМБИЪЧЛњаЕЪЧЬсЙЉжЪСПКУЕФОЋЪсаЁОэЙЉОЋЪсЛњМгЙЄЁЃ
ЖўЁЂЙњВњОЋЪсЛњЕФЗЂеЙ
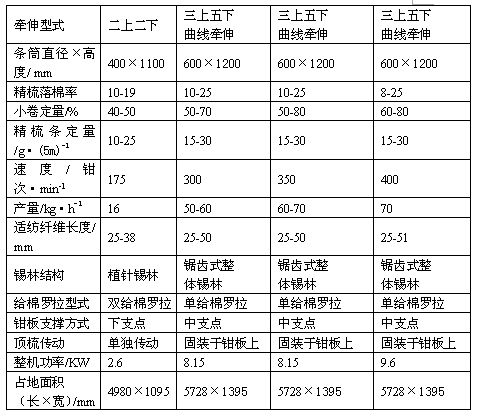
1958ФъЩЯКЃЙњУоЖўГЇВЮееЙњЭтОЋЪсЛњЃЌЩшМЦжЦдьСЫЮвЙњЕквЛЬЈОЋЪсЛњЃЌУќУћЮЊКьЦьХЦОЋЪсЛњЁЃ20ЪРМЭ60ФъДњГѕЦкЃЌбажЦСЫA201аЭМАA201AаЭОЋЪсЛњЃЌГЕЫйЮЊ116ЧЏДЮ/ЗжЃЌДгЖјНсЪјСЫЮвЙњВЛФмЩњВњОЋЪсЛњЕФРњЪЗЁЃЕНСЫ20ЪРМЭ70ФъДњЃЌеыЖдA201AаЭОЋЪсЛњЗжРыТоРДЋЖЏЛњЙЙжаДцдкЕФФЅЫ№ДѓЁЂеёЖЏДѓЕШЮЪЬтНјааСЫИФНјЃЌГіЯжСЫA201BаЭОЋЪсЛњЃЛжЎКѓНЋA201BаЭОЋЪсЛњЕФЕЅЭВЫЋЬѕИФЮЊЫЋЭВЕЅЬѕМАЗжРыТоРДЋЖЏЛњЙЙЕФИФНјЃЌИќУћЮЊA201CаЭОЋЪсЛњЃЌГЕЫйЮЊ145ЧЏДЮ/ЗжЁЃ20ЪРМЭ70ФъДњФЉЃЌЭЈЙ§Ждв§НјЩшБИЕФЯћЛЏЮќЪеЃЌгк80ФъДњГѕбажЦПЊЗЂСЫFA251аЭОЋЪсЛњЃЌГЕЫйЮЊ180ЧЏДЮ/ЗжЁЃЭЌЪБгжЖдA201CаЭОЋЪсЛњНјааСЫЖрЯюИФНјЃЌЩшМЦжЦдьСЫA201DаЭОЋЪсЛњЃЌГЕЫйЮЊ165ЧЏДЮ/ЗжЁЃ20ЪРМЭ90ФъДњГѕЃЌЩЯКЃЗФжЏЛњаЕзмГЇЖдFA251аЭОЋЪсЛњНјааСЫАЫЯюММЪѕИФНјЃЌЗЂеЙГЩЮЊFA251BаЭОЋЪсЛњЃЌГЕЫйДяЕН180ЧЏДЮ/ЗжЁЃ1991ФъЕН1993ФъЯрМЬПЊЗЂСЫFA261аЭЁЂSXFA252аЭОЋЪсЛњЃЌГЕЫйЮЊ300ЧЏДЮ/ЗжЁЃЕНСЫ1998ФъвдКѓвдЯрМЬПЊЗЂСЫPX2ЁЂFA266ЁЂF1268ЁЂSXF1269аЭОЋЪсЛњЃЌОЋЪсЛњЕФЫйЖШЬсИпЕН350ЧЏДЮ/ЗжЃЌЕН2002ФъЮвЙњвдПЊЗЂСЫSXF1269AЁЂF1268AЁЂFA269аЭОЋЪсЛњЃЌзюИпГЕЫйДяЕНСЫ400ЧЏДЮ/ЗжЃЛЮвЙњОЋЪсЛњЕФМгЙЄжЦдьЫЎЦНгыЪРНчЯШНјЫЎЦНЕФВюОре§дкЫѕаЁЁЃМИжжЙњВњОЋЪсЛњЕФММЪѕЬиеїМћБэ4-1-1ЁЃ

|





