| ОЋЪсзМБИЃК
вЛЁЂОЋЪсзМБИЕФШЮЮё
ЪсУоУоЬѕжаЃЌЯЫЮЌХХСаЛьТвЁЂЩьжБЖШВюЃЌДѓВПЗжЯЫЮЌГЪЭфЙГзДЬЌЃЌШчжБНггУетжжУоЬѕдкОЋЪсЛњЩЯМгЙЄЪсРэЃЌЪсРэЙ§ГЬжаОЭПЩФмаЮГЩДѓСПЕФТфТфУоЃЌВЂдьГЩДѓСПЕФЯЫЮЌЫ№ЩЫЁЃЭЌЪБЃЌЮ§СжЪсеыЕФЪсРэзшСІДѓЃЌвзЫ№ЩЫЪсеыЃЌЛЙЛсВњЩњаТЕФУоНсЁЃЮЊСЫЪЪгІОЋЪсЛњЙЄзїЕФвЊЧѓЃЌЬсИпОЋЪсЛњЕФВњжЪСПКЭНкдМгУУоЃЌЪсУоУоЬѕдкЮЙШыОЋЪсЛњЧАгІОЙ§зМБИЙЄађЃЌдЄЯШжЦГЩЪЪгІгкОЋЪсЛњМгЙЄЕФЁЂжЪСПгХСМЕФаЁОэЁЃвђДЫЃЌзМБИЙЄађЕФШЮЮёгІЮЊЃЛ
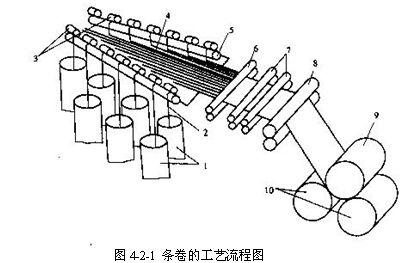
ЃЈ1ЃЉжЦГЩаЁОэЃЌБугкОЋЪсЛњМгЙЄЁЃ
ЃЈ2ЃЉЬсИпаЁОэжаЯЫЮЌЕФЩьжБЖШЁЂЦНааЖШгыЗжРыЖШЃЌвдМѕЩйОЋЪсЪБЯЫЮЌЫ№ЩЫКЭЪсеыелЖЯЃЌМѕЩйТфУожаГЄЯЫЮЌЕФКЌСПЃЌгаРћгкНкдМгУУоЁЃ
ЖдаЁОэЕФжЪСПвЊЧѓЪЧЃКЃЈ1ЃЉаЁОэЕФзнЯђНсЙЙвЊОљдШЃЌвдБЃжЄаЁОэЕФЖЈСПзМШЗКЭЪсРэИККЩОљдШЃЛЃЈ2ЃЉаЁОэЕФКсЯђНсЙЙОљдШЃЌМДаЁОэКсЯђгІУЛгаЦЦЖДЁЂУоЬѕжиЕўЁЂУїЯдЕФЬѕКлЕШЃЌвдБЃжЄЧЏАхЖдУоВуЕФКсЯђЮеГжОљдШПЩППЃЌЗРжЙГЄЯЫЮЌБЛЮ§СжзЅзпЃЛЃЈ3ЃЉаЁОэЕФГЩаЮСМКУЁЂШнСПДѓЁЂВЛеГОэЁЃ
ЖўЁЂОЋаЕзМБИЛњаЕ
ОЋЪсзМБИЛњаЕгадЄВЂЬѕЛњЁЂЬѕОэЛњЁЂВЂОэЛњКЭЬѕВЂОэСЊКЯЛњЫФжжЃЌГ§дЄВЂЬѕЛњЮЊВЂЬѕЙЄађЭЈгУЕФЛњаЕЭтЃЌЦфЫќШ§жжНдЮЊОЋЪсзМБИзЈгУЛњаЕЁЃ
(вЛ)ЬѕОэЛњ
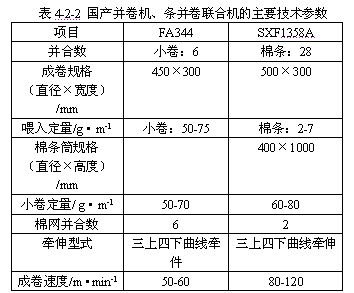
ФПЧАЙњФкЪЙгУНЯЖрЕФЬѕОэЛњгаA191BаЭЁЂFA331аЭКЭFA334аЭЃЌЦфЙЄвеЙ§ГЬЛљБОЯрЭЌЁЃШчЭМ4-2-1ЫљЪОЃЌУоЬѕ2ДгЛњКѓЕМЬѕЬЈСНВрЕМЬѕМмЯТЕФ20ЁЋ24ИіУоЬѕЭВ1жав§ГіЃЌОЕМЬѕЙѕ5КЭбЙЙѕ3в§ЕМЃЌШЦЙ§ЕМЬѕЖЄзЊЯђ900КѓдкVаЮЕМЬѕАх4ЩЯЦНааХХСаЃЌгЩЕМЬѕТоР6в§ШыЧЃЩьзАжУЃЌОЧЃЩьаЮГЩЕФУоВугЩНєбЙЙѕ8бЙНєКѓЃЌгЩУоОэТоР10ОэШЦдкЭВЙмЩЯжЦГЩЬѕОэ9ЁЃЭВЙмгЩУоОэТоРЕФБэУцФІВСДЋЖЏЃЌСНВргЩМаХЬМаНєВЂЖдОЋЪсаЁОэМгбЙвддіДѓОэШЦУмЖШЁЃТњОэКѓЃЌгЩТфОэЛњЙЙНЋаЁОэТфЯТЃЌЛЛЩЯПеЭВКѓМЬајЩњВњЁЃ
A191BаЭЁЂFA331аЭКЭFA334аЭЬѕОэЛњЕФММЪѕЬиеїМћБэ4-2-1ЁЃгЩгкЬѕОэЛњЩњВњЕФОЋЪсаЁОэПэЖШЁЂВњСПЕШвђЫиВЛЭЌЃЌЬѕОэЛњгыОЋЪсЛњБиаыХфЬзЪЙгУЁЃР§ШчЃЌA201ЯЕСаОЋЪсЛњХфA191BаЭЃЌSXF1269ЕШаЭОЋЪсЛњХфFA334аЭЬѕОэЛњЁЃвЛАуЧщПіЯТЃЌвЛЬЈЬѕОэЛњХф4-6ЬЈОЋЪсЛњЁЃ
(Жў)ВЂОэЛњ
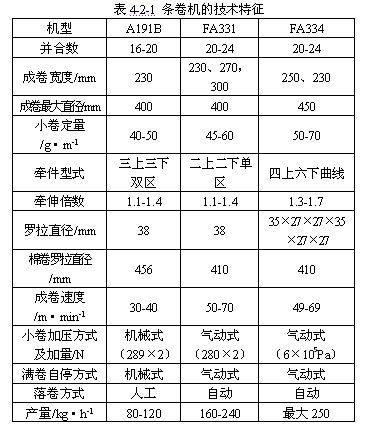
ВЂОэЛњЕФЙЄвеСїГЬШчЭМ4-2-2ЫљЪОЁЃСљжЛОЋЪсаЁОэ1ЗХВЂОэЛњКѓУцЕФУоОэТоР2ЩЯЃЌаЁОэЭЫНтКѓЃЌЗжБ№ОЕМОэТоР3НјШыЧЃЩьзАжУ4ЃЌЧЃЩьКѓЕФУоЭјЭЈЙ§ЙтЛЌЕФЧњУцЕМАх5зЊЯђ900ЃЌдкЪфУоЦНЬЈЩЯСљВуУоЭјВЂКЯКѓЃЌОЪфГіТоР6НјШыНєбЙТоР7ЃЌдйгЩГЩОэТоР8ОэГЩОЋЪсаЁОэ9ЁЃЙњВњFA344ЬѕОэЛњЕФжївЊММЪѕВЮЪ§МћБэ4-2-2ЁЃ
ЃЈШ§ЃЉЬѕВЂОэСЊКЯЛњ
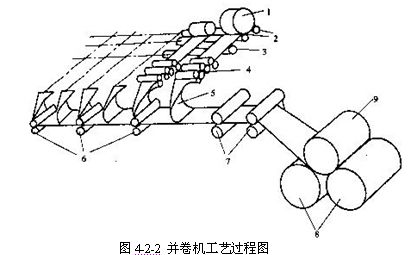
ЬѕВЂОэСЊКЯЛњЮЙШыВПЗжгЩШ§ВПЗжзщГЩЃЌШчЭМ4-2-3ЫљЪОЃЛУПвЛВПЗжИїга16-20ИљУоЬѕОЕМЬѕТоР2ЮЙШыЃЌУоВуОЧЃЩьзАжУ3ЧЃЩьКѓГЩЮЊУоЭјЃЌУоЭјЭЈЙ§ЙтЛЌЕФЧњУцЕМАх4зЊЯђ900ЃЌдкЪфУоЦНЬЈЩЯЖўжСШ§ВуУоЭјВЂКЯКѓЃЌОЪфГіТоРНјШыНєбЙТоР5ЃЌдйгЩГЩОэТоР7ОэГЩОЋЪсаЁОэ6ЁЃЙњВњSXF1358AаЭЬѕОэЛњЕФжївЊММЪѕВЮЪ§МћБэ4-2-2ЁЃ
Ш§ЁЂОЋЪсзМБИЕФЙЄвеСїГЬ
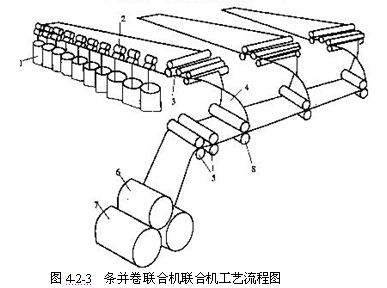
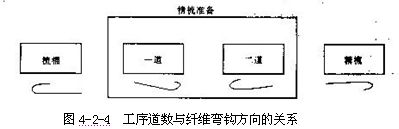
1ЁЂОЋЪсзМБИЙЄвеСїГЬЕФХМЪ§зМдђ ОЋЪсзМБИЙЄвеЕРЪ§гІзёбХМЪ§ХфжУЁЃОЋЪсЛњЕФЪсЯжЬиЕуЪЧЩЯЯТЧЏАхЮеГжУоДдЕФЮВЖЫЃЌЮ§СжЮеГжЧАЖЫЃЌвђДЫЕБЮЙШыОЋЪсЛњЕФУоВуФкЕФЯЫЮЌГЪЧАЭфЙГзДЬЌЪБЃЌвзгкБЛЮ§СжЪсжБЃЛЖјЯЫЮЌГЪКѓЭфЙГзДЬЌЪБЃЌЮоЗЈБЛЮ§СжЪсжБЃЌдкБЛЖЅЪсЪсЪБЛсвђЧАЖЫВЛФмЕНДяЗжРыЧЏПкЖјБЛЖЅЪсзшжЭЖјНјШыТфУоЃЌвђДЫЮЙШыОЋЪсЛњЕФУоВуФкЕФЯЫЮЌГЪЧАЭфЙГзДЬЌЪБПЩМѕЩйПЩЗФЯЫЮЌЕФЫ№ЪЇЁЃЪсУоЩњЬѕжаКѓЭфЙГЯЫЮЌЫљеМБШР§зюДѓЃЌеМ50%вдЩЯЃЌЖјЧАЭфЙГЯЫЮЌНіеМ5%зѓгвЁЃгЩгкУПОЙ§вЛЕРЙЄађЃЌЯЫЮЌЭфЙГЗНЯђИФБфвЛДЮЃЌШчЭМ4-2-4ЫљЪОЃЌвђДЫдкЪсУогыОЋЪсжЎМфзМБИЙЄађАДХМЪ§ХфжУЃЌПЩЪЙЮЙШыОЋЪсЛњЕФЖрЪ§ЯЫЮЌГЪЧАЭфЙГзДЁЃ
2ЁЂМИжжОЋЪсзМБИЙЄвеСїГЬЕФЖдБШ ИљОнОЋЪсзМБИЙЄвеЕРЪ§ХфжУЕФХМЪ§зМдђПЩжЊЃЌДгЪсУоЕНОЋЪсМфЕФЙЄађЕРЪ§гІЮЊЖўЕРЮЊКУЁЃФПЧААДДЫзМдђХфжУЕФОЋЪсЧАзМБИЙЄвеСїГЬгавдЯТШ§жжЃК
ЃЈЃБЃЉдЄВЂЬѕЛњЁњЬѕОэЛњ етжжСїГЬЕФЬиЕуЪЧЛњЦїЩйЃЌеМЕиУцЛ§ЩйЃЌНсЙЙМђЕЅЃЌБугкЙмРэКЭЮЌаоЃЛгЩгкЧЃЩьБЖЪ§НЯаЁЃЌаЁОэжаЯЫЮЌЕФЩьжБЦНааВЛЙЛЃЌЧвгЩгкВЩгУУоЬѕВЂКЯЗНЪНГЩОэЃЌжЦГЩЕФаЁОэгаЬѕКлЃЌКсЯђОљдШЖШВюЃЌОЋЪсТфУоЖрЁЃ
ЃЈЃВЃЉЬѕОэЁњВЂОэ ЦфЬиЕуЪЧЃЌаЁОэГЩаЮСМКУЃЌВуДЮЧхЮњЃЌЧвКсЯђОљдШЖШКУЃЌгаРћгкЪсРэЪБЧЏАхЕФЮеГжЃЌТфУоОљдШЃЛЪЪгкЗФЬиЯИЬиЩДЁЃ
ЃЈЃГЃЉдЄВЂЬѕЁњЬѕВЂСЊКЯЛњ етжжЙЄвеЕФЬиЕуЪЧаЁОэВЂКЯДЮЪ§ЖрЃЌГЩОэжЪСПКУЃЌаЁОэЕФжиСПВЛдШТЪаЁЃЌгаРћгкЬсИпОЋЛњЕФВњСПКЭНкдМгУУоЁЃЕЋдкЗФжЦГЄШоУоЪБЃЌвђЧЃЩьБЖЪ§Й§ДѓвзЗЂЩњеГОэЃЛЧвДЫжжСїГЬеМЕиУцЛ§ДѓЁЃ
|





