| ЮЙУогыЧЏГжВПЗжЃК
вЛЁЂЮЙУоВПЗж
ОЋЪсЛњЕФЮЙУоВПЗжАќРЈГаОэТоРЁЂИјУоТоРМАЦфДЋЖЏЛњЙЙЁЃЦфзїгУЪЧдкУПвЛИіЙЄзїбЛЗжаЮЙИјвЛЖЈГЄЖШЕФУоВуЃЌЙЉЮ§СжЪсРэЁЃ
ЃЈвЛЃЉЮЙУоЛњЙЙ
1ЁЂГаОэТоР ГаОэТоРгаСНжжЛизЊЗНЪНЃКвЛЪЧМфаЊЛизЊЪНЃЌШчA201ЯЕСаОЋЪсЛњЃЛВЩгУДЫжжЗНЪНЮЙУоЃЌИпЫйЪБГаОэТоРЕФГхЛїДѓЃЌЧвИјУоСПФбвдПижЦЁЃЖўЪЧСЌајЛизЊЪНЃЌШчSXF1269AаЭОЋЪсЛњЃЛДЫжжЗНЪНЪЪгІОЋЪсЛњЕФИпЫйдЫзЊЁЃ
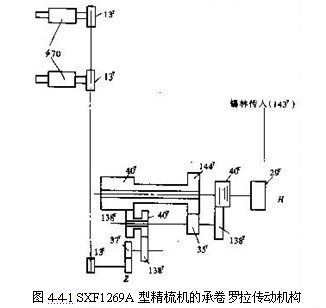
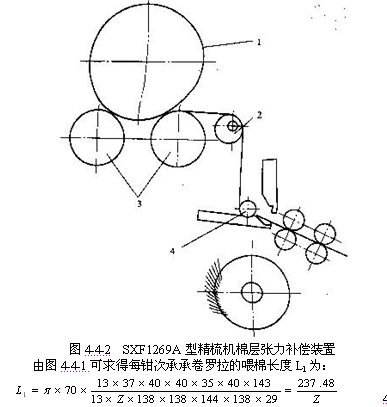
SXF1269AаЭОЋЪсЛњЕФГаОэТоРДЋЖЏЛњЙЙШчЭМ4-4-1ЫљЪОЁЃжїДЋЖЏгЭЯфжаЕФИБжсЭЈЙ§Й§ЧХТжЯЕКЭЮЙУоЕїНкТжЯЕZЃЌвдСДЬѕДЋЖЏГаОэТоРТ§ЫйЛизЊЭЫНтУоВуЁЃгЩгкГаОэТоРСЌајЛизЊЃЌЕБИјУоТоРВЛИјУоЪБЃЌГаОэТоРШддкЮЙИјЃЌМгжЎИјУоТоРЫцЧЏАхАкЖЏЃЌДгЖјв§Ц№УоВуеХСІГЪжмЦкадЕФВЈЖЏЃЌЮЊСЫЮШЖЈУоВуеХСІЃЌSXF1269AаЭОЋЪсЛњЕФГаОэТоРгыИјУоТоРжЎМфзАгавЛжЛЦЋаФеХСІжс2ЃЌШчЭМ4-4-2ЫљЪОЁЃЦЋаФеХСІжсгЩЧЏАхАкжсДЋЖЏЁЃЦЋаФЙѕДѓАыОЖзЊЯђУоВуЃЌЪЙГаОэТоР3ЪфГіЕФУоВувђЪфЫЭОрРыдіМгЖјБЛЁАжќДцЁБЦ№РДЃЌЕБИјУоТоР4ИјУоЪБЃЌЦЋаФЙѕаЁАыОЖзЊЯђУоВуЃЌУоВувђЪфЫЭОрРыЫѕЖЬЖјБЛЁАЪЭЗХЁБГіРДЃЌДгЖјВЙГЅСЫвђСЌајЮЙУоКЭЧЏАхАкЖЏв§Ц№ЕФУоВуГЄЖШБфЛЏЃЌЪЙУоВуеХСІЮШЖЈЁЃЕБИјУоЗНЪНВЛЭЌЪБЃЌЦЋаФеХСІжсжЇзљ6ЩЯЕФТнЖЄ5ДІгкЫЎЦНЮЛжУЪБЫљЖдгІЕФЗжЖШжЕВЛЭЌЃЌЧАНјИјУоЮЊ13ЗжЖШЃЌКѓЭЫИјУоЮЊ15ЗжЖШЁЃ
 . .
ЪНжаЃКZЮЊИјУоТоРжСГаОэТоРМфЕФеХСІЧЃЩьБфЛЛГнТжГнЪ§ЃЌдкSXF1269аЭОЋЪсЛњЩЯЃЌZга44ЁЂ45ЁЂ49ЁЂ50ЁЂ51ЁЂ55ЁЂ56ЦпжжЙЉбЁгУЃЌМЦЫуЕУЕНГаОэТоРЕФИјУоГЄЖШЁЂИјУоТоРжСГаОэТоРМфЕФеХСІЧЃЩьБЖЪ§МћБэ4-4-1ЁЃ
2ЁЂИјУоТоР SXF1269AЕШаТаЭОЋЪсЛњОљВЩгУЕЅИјУоТоРЛњЙЙЃЌгыЫЋИјУоТоРЛњЙЙЯрБШЃЌЖдаыДдЕФЬЇЭЗЁЂУоЭјЕФЗжРыНгКЯМАОЋЪсЛњЕФИпЫйгаРћЁЃдкаТаЭОЋЪсЛњЩЯЃЌгаСНжжИјУоЗНЪНЃЛвЛжжЪЧЧЏАхдкЧААкЙ§ГЬжаИјУоЃЌГЦЮЊЧАНјИјУоЃЛСэвЛжжЪЧКѓАкЙ§ГЬжаИјУоЃЌГЦЮЊКѓЭЫИјУоЁЃОЋЪсЛњЕФИјУоЗНЪНВЛЭЌЃЌдђИјУоЛњЙЙврВЛЭЌЁЃ
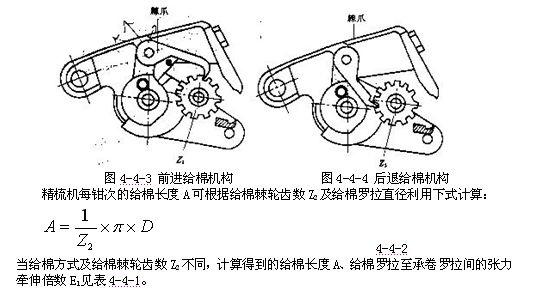
SXF1269AаЭОЋЪсЛњХфгаЧАНјИјУоЛњЙЙ(МћЭМ4-4-3)КЭКѓЭЫИјУоЛњЙЙ(МћЭМ4-4-4)ЙЉбЁгУЃЌвдЪЪгІИїжжОЋЪсВњЦЗЕФВЛЭЌжЪСПвЊЧѓКЭТфУоПижЦЁЃВЩгУЧАНјИјУоЛњЙЙЃЌЕБЧЏАхЧАНјЪБЩЯЧЏАхж№НЅПЊЦєЃЌДјЖЏзАгкЩЯЧЏАхЩЯЕФМЌзІНЋЙЬзАгкИјУоТоРжсЖЫЕФИјУоМЌТжZ2РЙ§вЛбРЃЌЪЙИјУоТоРзЊЙ§вЛЖЈНЧЖШЖјВњЩњИјУоЖЏзїЃЛЕБИјУоТоРЫцЧЏАхКѓАкЪБЃЌМЌзІдкМЌТжЩЯЛЌЙ§ЃЌВЛВњЩњИјУоЖЏзїЁЃШчЙћВЩгУКѓЭЫИјУоЃЌПЩЛЛЩЯКѓЭЫИјУоЛњЙЙЃЌШчЙћ4-4-4ЫљЪОЃЛЕБЧЏАхКѓЭЫЪБЩЯЧЏАхж№НЅБеКЯЃЌДјЖЏзАгкЩЯЧЏАхЩЯЕФМЌзІНЋЙЬзАгкИјУоТоРжсЖЫЕФИјУоМЌТжZ2ГХЙ§вЛбРЃЌЪЙИјУоТоРзЊЙ§вЛЖЈНЧЖШЖјВњЩњИјУоЖЏзїЃЛЕБИјУоТоРЫцЧЏАхЧААкЧЏПкДђПЊЪБЃЌМЌзІдкМЌТжЩЯЛЌЙ§ЃЌВЛВњЩњИјУоЖЏзїЁЃ

(Жў)ЮЙУоЙ§ГЬЗжЮі
ОЋЪсЛњЕФТфУоЖрЩйгыЪсРэжЪСПЕФКУЛЕгыИјУоЗНЪНЁЂТфУоИєОрЁЂИјУоГЄЖШЁЂЮЙУоЯЕЪ§ЕШвђЫигаЙиЃЛПЩЭЈЙ§ЮЙУоЙ§ГЬЗжЮіЃЌевГіЫќУЧжЎМфЕФФкдкСЊЯЕЁЃ
1ЁЂЮЙУоЯЕЪ§
(1)ЧАНјИјУоЮЙУоЯЕЪ§ дкЧАНјИјУоЙ§ГЬжаЃЌЖЅЪсВхШыаыДджЎЧАЃЌвбОПЊЪМИјУоЃЛдкЖЅЪсВхШыаыДдКѓИјУоШддкИјУоЃЌДЫЪБЮЙИјЕФУоВувђЪмЖЅЪсЕФзшжЙЖјгПжхдкЖЅЪсЕФКѓУцЃЌжБЕНЖЅЪсРыПЊаыДдЃЌгПжхЕФУоВудйвђЕЏадЖјЭІжБЁЃАбЖЅЪсВхШыаыДдЧАЕФЮЙУоГЄЖШгызмЮЙУоГЄЖШЕФБШжЕГЦЮЊЮЙУоЯЕЪ§ЃЌгУЙЋЪНБэЪОЮЊЃК
4-4-3
ЪНжаЃКЃи ЃЖЅЪсВхШыЧАИјУоТоРЕФЮЙУоГЄЖШЃЈmmЃЉЃЛ
ЃСЃИјУоТоРЕФзмЮЙУоГЄЖШЃЈmmЃЉЁЃ
ЖЅЪсВхШыаыДддНдчЛђИјУоПЊЪМдНГйЪБЃЌдђЃидНаЁЃЌЃЫвВдНаЁЃЌБэЪОаыДддкЖЅЪсКѓгПжхдНЖрЁЃЗДжЎЃЌЃи дНДѓЃЌЃЫвВдНДѓЃЌаыДддкЖЅЪсКѓгПжхдНЩйЁЃЕБ0ЁмЃиЁмЃСЪБЃЌдђЃАЁмЃЫЁмЃБЁЃ
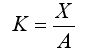
(2)КѓЭЫИјУоЮЙУоЯЕЪ§ дкКѓЭЫИјУоЙ§ГЬжаЃЌаыДдЕФгПжхЪмЕНЧЏАхБеКЯЕФгАЯьЃЌЧЏАхБеКЯКѓИјГіЕФУоВуНЋгПжхдкЧЏДНЕФКѓУцЃЌЫќЕФгАЯьГЬЖШПЩгУЮЙУоЯЕЪ§KЁфБэЪО
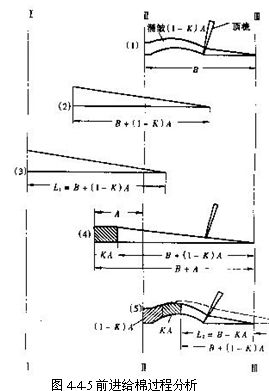
ЃЈЃБЃЉ ЃЈЃБЃЉЗжРыНсЪјЪБЃЌЧЏАхЧЏПкЭтЕФаыДдДЙжБЭЖгАГЄЖШЮЊЃТЃЌЖјЖЅЪсКѓУцгПжхдкаыДдФкЕФГЄЖШЮЊЃКЃСЃЃиЃНЃЈЃБЃЃЫЃЉЃС ЁЃ
ЃЈЃВЃЉ ЃЈЃВЃЉЧЏАхКѓЭЫЃЌЖЅЪсЭЫГіЃЌаыДдЭІжБЃЌЧЏАхЧЏПкЭтЕФаыДдГЄЖШЮЊЃКB + (1ЃK) A ЁЃ
ЃЈЃГЃЉ ЃЈЃГЃЉЧЏАхМЬајКѓЭЫЁЂБеКЯЃЌЮ§СжЖдЧЏПкЭтЕФаыДдНјааЪсРэЃЌЮДБЛЧЏПкЮеГжЕФЯЫЮЌгаПЩФмНјШыТфУоЃЌЙЪЮДНјШыТфУоЕФзюДѓГЄЖШЮЊЃКЃЬ1= B + (1ЃK) A ЁЃ
ЃЈЃДЃЉ ЃЈЃДЃЉЧЏАхЧААкЃЌЧЏПкПЊЦєЃЌИјАхТоРИјУоЃЌЕБаыДдЧАЖЫНјШыЗжРыЧЏПкЖјЖЅЪсЭЌЪБВхШыаыДдЪБЃЌЧЏАхЧЏПкЭтЕФаыДдГЄЖШЮЊЃК L1 + X = B + (1ЃK) A +KA=BЃЋAЁЃ
ЃЈЃЕЃЉ ЃЈЃЕЃЉЧЏАхМЬајЧААкЃЌИјУоТоРШддкМЬајИјУоЃЌЕБЧЏАхЧЏПкЕНДязюЧАЮЛжУЂђЃЂђЪБЃЌМЬајИјУоСПЮЊЃКAЃX= (1ЃK ) AЃЌетвЛВПЗжУоВуЪмЕНЖЅЪсЕФзшАЖјгПжхдкЖЅЪсКѓЕФаыДдФкЃЌЛиИДЕНЙ§ГЬЃЈЃБЃЉЃЌвдКѓУПвЛИіЙЄзїбЛЗЃЌжиИДЩЯЪіЙ§ГЬЁЃ
гЩгкЗжРыЧЏПкУПДЮДгаыДджаЗжРыЕФГЄЖШМДЮЊИјУоГЄЖШЃСЃЌЙЪНјШыУоЭјЕФзюЖЬЯЫЮЌГЄЖШЃЬЃВЃНЃЬ1ЃЃСЃНЃТЃЋЃЈЃБЃЃЫЃЉЃСЃЃСЃНЃТЃЃЫЃСЁЃЭМжаЕФащЯпБэЪОБЛЗжРыЕФЯЫЮЌЁЃ
3ЁЂКѓЭЫИјУоЙ§ГЬЗжЮі КѓЭЫИјУоЙ§ГЬШчЭМ4-4-6ЫљЪОЃЌЭМжаЕФЗћКХвтвхКЭЭМ4-4-5ЯрЭЌЁЃдкКѓЭЫИјУоЙ§ГЬжаЃЌаыДдЕФгПжхВЛЪмЖЅЪсВхШыЕФгАЯьЃЌЖјЪЧЪмЧЏАхБеКЯЕФгАЯьЁЃ
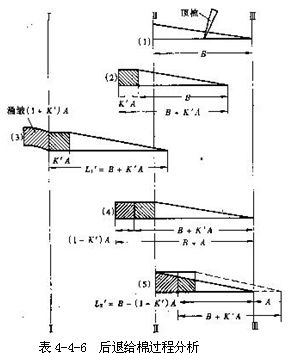
ЃЈЃБЃЉ ЃЈЃБЃЉЗжРыНсЪјЪБЃЌЧЏАхЧЏПкЭтаыДдГЄЖШЮЊЃТЃЌЮогПжхЯжЯѓЁЃ
ЃЈЃВЃЉ ЃЈЃВЃЉЧЏАхКѓЭЫЕНЧЏПкБеКЯЪБЕФЮЙИјГЄЖШЮЊЃиЈ@ЃНЃЫЈ@ЃСЃЌЙЪЧЏПкЭтЕФаыДдГЄЖШЮЊЃКЃТЃЋЃЫЈ@ЃСЁЃ
ЃЈЃГЃЉ ЃЈЃГЃЉЧЏАхМЬајКѓЭЫЃЌЮ§СжЖдЧЏПкЭтЕФаыДдНјааЪсРэЃЌЮДБЛЧЏПкЮеГжЕФЯЫЮЌгаПЩФмНјШыТфУоЃЌЙЪЮДНјШыТфУоЕФзюДѓЯЫЮЌГЄЖШЮЊЃКL1Ј@=ЃТЃЋЃЫЈ@ЃСЁЃЧЏАхБеКЯКѓМЬајЮЙИјЕФаыДдГЄЖШЮЊЃКЃСЃЃиЈ@ЃНЃЈЃБЃЃЫЈ@ЃЉЃСЁЃ
ЃЈЃДЃЉ ЃЈЃДЃЉЧЏАхЯђЧААкЖЏЃЌЧЏПкж№НЅПЊЦєЃЌЧЏПкКѓУцЕФаыДдвђЕЏадЩьжБЃЌЙЪЧЏПкЭтЕФаыДдГЄЖШЮЊЃКL1Ј@ЃЋЃЈЃБЃЃЫЈ@ЃЉЃСЃНЃТЃЋЃСЁЃ
ЃЈЃЕЃЉ ЃЈЃЕЃЉгЩгкУПДЮЗжРыЕФаыДдГЄЖШЮЊЃСЙЪНјШыУоЭјЕФзюЖЬЯЫЮЌГЄЖШЮЊЃКLЃВЈ@= L1Ј@ЃЃСЃНЃТЃЋЃЫЈ@ЃСЃЃСЃНЃТЃЃЈЃБЃЃЫЈ@ЃЉЃСЁЃ
ЗжРыНсЪјЪБЃЌЛиИДЕНЙ§ГЬЃЈЃБЃЉЃЌНјШыЯТвЛбЛЗЁЃ
3ЁЂРэТлТфУоТЪ ЖдгкЧАНјИјУоЖјбдЃЌНјШыТфУоЕФзюДѓЯЫЮЌГЄЖШЮЊL1ЃЌ ЖјНјШыУоЭјЕФзюЖЬЯЫЮЌГЄЖШЗжБ№ЮЊLЃВЃЌдђГЄЖШНщгкL1КЭLЃВжЎМфЕФЯЫЮЌМШПЩНјШыТфУогжПЩНјШыУоЭјЃЌЮЊМЦЫуЗНБуЃЌбЁгУЫќУЧЕФжаМфжЕЃЬЃГЮЊЗжНчЯЫЮЌГЄЖШЃЌдђЃК
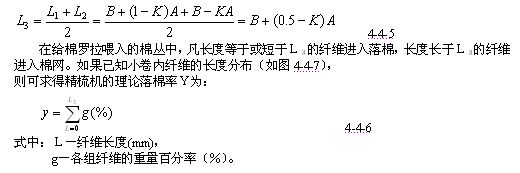
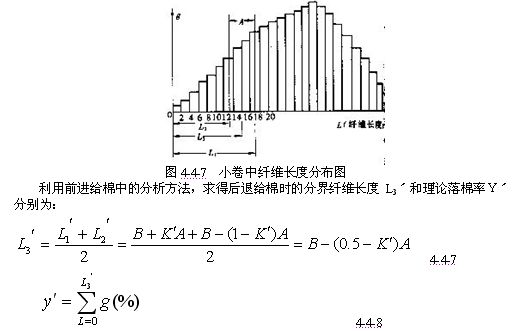
ИљОнЗжНчЯЫЮЌГЄЖШЕФБэДяЪНЃЌЯжНЋгАЯьОЋЪсТфУоТЪЕФвђЫиЗжЮіШчЯТЃК
ЃЈЃБЃЉ ЃЈЃБЃЉЗжРыИєОрЃТДѓЪБЃЌЮоТлЪЧЧАНјИјУоЛђЪЧКѓЭЫИјУоЃЌЗжНчЯЫЮЌГЄЖШГЄЃЌТфУоЖрЁЃ
ЃЈЃВЃЉ ЃЈЃВЃЉдкЧАНјИјУожаЃЌЮЙУоЯЕЪ§ЃЫДѓЪБЃЌЗжНчЯЫЮЌГЄЖШЃЬЃГаЁЃЌТфУоТЪЕЭЃЛдкКѓЭЫИјУожаЃЌЮЙУоЯЕЪ§ЃЫЈ@ДѓЪБЃЌЗжНчЯЫЮЌГЄЖШL3Ј@ЃЌТфУоТЪДѓЁЃ
ЃЈЃГЃЉ ЃЈЃГЃЉЮЙУоГЄЖШЃСЖдОЋЪсТфУоЕФгАЯьБШНЯИДдгЁЃдкЧАНјИјУожаЃЌЕБЃЫ>0.5ЪБЃЌМгДѓЃСЃЌдђТфУоТЪаЁЃЛЕБЃЫ<0.5ЪБЃЌМгДѓЃСЃЌдђТфУоТЪДѓЁЃдкКѓЭЫИјУожаЃЌЕБЃЫЈ@>0.5ЪБЃЌМгДѓЃСЃЌдђТфУоТЪДѓЃЛЕБЃЫЈ@<0.5ЪБЃЌМгДѓЃСЃЌдђТфУоТЪаЁЁЃ
дкSXF1269AаЭОЋЪсЛњЩЯЃЌЕБВЩгУЧАНјИјУоЪБЃЌОМЦЫуПЩжЊKжЕДѓгк0.5ЃЛЕБВЩгУКѓЭЫИјУрЪБЃЌвђИјУоЖЏзїдкЧЏПкБеКЯЪБвбОЭъГЩЃЌЙЪЃЫЈ@НќЫЦЮЊ1ЁЃ
4ЁЂжиИДЪсРэДЮЪ§ Ю§СжЖдаыДдЕФЪсРэГЬЖШПЩгУаыДдЫљЪмЕНЕФжиИДЪсРэДЮЪ§БэЪОЁЃгЩгкЪсРэЪБЧЏПкЭтУоДдЕФЪсРэГЄЖШДѓгкЮЙУоТоРЕФУПДЮЮЙУоГЄЖШЃЌвђДЫаыДдвЊОЙ§Ю§СжЕФжиИДЪсРэКѓВХБЛЗжРыЁЃздаыДдЪмЕНЮ§СжЪсРэПЊЪМЕНБЛЭъШЋЗжРыЪБЮЊжЙЃЌЫљЪмЕНЮ§СжЪсРэЕФДЮЪ§ГЦЮЊжиИДЪсРэДЮЪ§ЁЃжиИДЪсРэДЮЪ§ДѓЪБЪсРэаЇЙћКУЁЃ
ДгИјУоЙ§ГЬЗжЮіПЩжЊЃЌЮ§СжЪсРэЪБЧЏПкЭтЕФаыДдГЄЖШЮЊL1 ЛђL1Ј@ЁЃЖјЧЏПквЇКЯЯпЭтЮДБЛЮ§СжЪсРэЕФЫРЯЖДІЕФЯЫЮЌЮДЪмЕНЪсРэЃЌШчЭМ4-4-8ЫљЪОЁЃ
ЩшЧЏПквЇКЯЯпЭтЮДБЛЮ§СжЪсРэЕФЫРЯЖГЄЖШЮЊaЃЌдђЧАНјИјУогыКѓЭЫИјУоЧЏПкЭтаыДдЪЕМЪЪмЕНЪсРэГЄЖШЗжБ№ЮЊЃЈL1ЃaЃЉЁЂЃЈL1Ј@ЃaЃЉЁЃгЩДЫЕУЕНЧАНјИјУогыКѓЭЫИјУоЪБжиИДЪсРэДЮЪ§ЗжБ№ЮЊЃК

ЪНжаЃКnЃЮЊЧАНјИјУоЪБЃЌ
nЈ@ЃЮЊКѓЭЫИјУоЪБжиИДЪсРэДЮЪ§ЁЃ
гЩЪНЃЈ4-4-9ЃЉМАЪНЃЈ4-4-10ЃЉПЩжЊгАЯьжиИДЪсРэДЮЪ§ЕФвђЫиШчЯТЃК
ЃЈЃБЃЉ ЃЈЃБЃЉЮоТлЪЧЧАНјИјУоЛЙЪЧКѓЭЫИјУоЃЌЗжРыИєОрЃТДѓЪБЃЌжиИДЪсРэДЮЪ§діДѓЃЛЫРЯЖГЄЖШaаЁЪБЃЌжиИДЪсРэДЮЪ§діДѓЃЛЮЙУоГЄЖШаЁЪБЃЌжиИДЪсРэДЮЪ§діДѓЁЃ
ЃЈЃВЃЉ ЃЈЃВЃЉдкЧАНјИјУоЪБЃЌЮЙУоЯЕЪ§ДѓЃЌдђжиИДЪсРэДЮЪ§аЁЃЛдкКѓЭЫИјУоЪБЃЌЮЙУоЯЕЪ§ДѓЃЌдђжиИДЪсРэДЮЪ§ДѓЁЃ
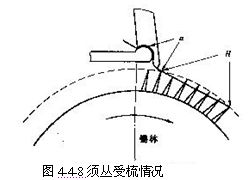
ЖўЁЂЧЏГжВПЗж
ОЋЪсЛњЕФЧЏАхВПЗжАќРЈЧЏАхАкжсДЋЖЏЛњЙЙЁЂЧЏАхДЋЖЏЛњЙЙЁЂЧЏАхМгбЙЛњЙЙМАЩЯЁЂЯТЧЏАхЕШЁЃЫќУЧЕФзїгУЪЧЧЏГжУоДдЙЉЮ§СжЪсРэЃЌВЂНЋЪсРэЙ§ЕФаыДдЫЭЯђЗжРыЧЏПкЃЌвдЪЕЯжаТУоДдгыОЩУоЭјЕФНгКЯЁЃ
ЃЈвЛЃЉЧЏАхЛњЙЙ
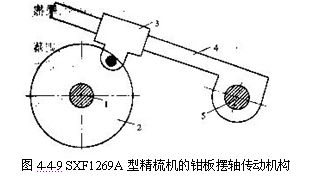
1ЁЂЧЏАхАкжсЕФДЋЖЏЛњЙЙ SXF1269AаЭОЋЪсЛњЧЏАхАкжсЕФдЫЖЏРДдДгкЮ§СжжсЃЌЦфДЋЖЏЛњЙЙШчЭМ4-4-9ЫљЪОЁЃдкЮ§Сжжс1ЩЯЙЬзАгаЗЈРМХЬ2ЃЌдкРыЮ§СжжсжааФ70mmДІзАгаЛЌЬз3ЃЌЧЏАхАкжс5ЩЯЙЬзАгаLаЮЛЌИЫ4ЃЌЛЌИЫЕФжааФЦЋРыЧЏАхАкжсжааФ38mmЃЌЧвЛЌИЫЬздкЛЌЬзФкЁЃЕБЮ§СжжсДјЖЏЗЈРМХЬзЊЙ§вЛжмЪБЃЌЭЈЙ§ЛЌЬзДјЖЏЛЌИЫКЭЧЏАхАкжсЭљИДАкЖЏвЛДЮЁЃ
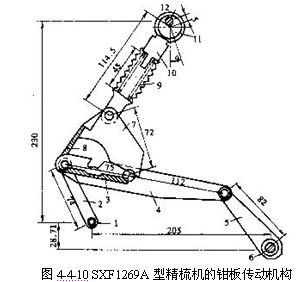
2ЁЂЧЏАхАкЖЏЛњЙЙ SXF1269AаЭОЋЪсЛњЕФЧЏАхАкЖЏЛњЙЙШчЭМ4-4-10ЫљЪОЁЃЯТЧЏАх3ЙЬзАгкЯТЧЏАхзљ4ЩЯЃЌЧЏАхКѓАкБл5ЙЬзАгкЧЏАхАкжс6ЩЯЃЌЧЏАхЧААкБл2вдЮ§Сжжс1ЮЊжЇЕуЃЌЫќУЧзщГЩвдЧЏАхАкжсКЭЮ§СжжсЮЊЙЬЖЈжЇЕуЕФЫФСЌИЫЛњЙЙЁЃЕБЧЏАхАкжсзїе§ЁЂЗДЯђАкЖЏЪБЃЌЭЈЙ§АкБлКЭЯТЧЏАхзљЪЙЧЏАхзїЧАКѓАкЖЏЁЃгЩгкЧЏАхАкЖЏЕФжЇЕудкЮ§СжЕФжааФЃЌЙЪГЦжЎЮЊжажЇЕуЪНАкЖЏЧЏАхЛњЙЙЁЃ
3ЁЂЧЏАхПЊБеПкМАМгбЙЛњЙЙ SXF1269AаЭОЋЪсЛњЕФЧЏАхПЊБеПкМАМгбЙЛњЙЙШчЭМ4-4-10ЫљЪОЃЌЩЯЧЏАхМм7НТНггкЯТЧЏАхзљ4ЩЯЃЌЦфЩЯЙЬзАгаЩЯЧЏАх8ЁЃеХСІжс12ЩЯзАгаЦЋаФТж11ЃЌЕМИЫ10ЩЯзАгаЧЏАхЧЏПкМгбЙЕЏЛЩ9ЃЌЕМИЫЯТЖЫгыЩЯЧЏАхМм7НТНгЃЌЩЯЖЫдђзАгкЦЋаФТжЩЯЕФжсЬзЩЯЁЃЕБЧЏАхАкжс6ФцЪБеыЛизЊЪБЃЌЧЏАхЧААкЃЌЭЌЪБгЩЧЏАхАкжсДЋЖЏЕФеХСІжс12вВзїФцЪБеыЗНЯђзЊЖЏЃЌдйМгЩЯЕМИЫ10ЕФЧЃЕѕЃЌЪЙЩЯЧЏАх8ж№НЅПЊПкЃЛЖјЕБЧЏАхАкжс6зїЫГЪБеыЗНЯђзЊЖЏЪБЃЌЧЏАхКѓЭЫЃЌеХСІжсвВзїЫГЪБеыЛизЊЃЌдкЕМИЫКЭЯТЧЏАхзљЕФЙВЭЌзїгУЯТЃЌЩЯЧЏАхж№НЅБеПкЁЃЧЏАхБеПкКѓЃЌЯТЧЏАхМЬајКѓЭЫЃЌЕМИЫжаЕФЕЏЛЩЪмбЙЪЙЕМИЫЫѕЖЬЖјЖдЧЏАхЧЏПкЪЉМгбЙСІЃЌвдБуЧЏАхФмгааЇЕиЧЏГжаыДдНгЪмЮ§СжЪсРэЁЃЮЊШЗБЃЮ§СжЪсРэЪБЕФЧЏПкбЙСІЃЌдк24ЗжЖШЧЏАхдкзюЧАЮЛжУЪБЃЌгЩЖЈЮЛЙЄОпаЃЖЈеХСІжсгыЦЋаФТжЕФЮЛжУНЧІСЮЊ17.30ЁЃ
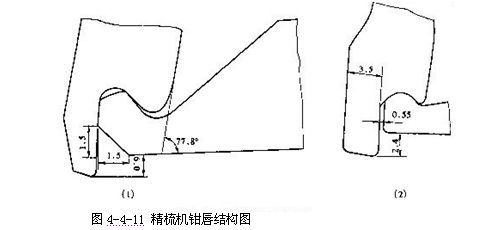
4ЁЂЧЏАхЕФЧЏДННсЙЙ ЩЯЁЂЯТЧЏАхЧЏДННсЙЙгІТњзувдЯТвЊЧѓЃКЃЈ1ЃЉЧЏДНЕФНсЙЙгІТњзуЖдУоДдСМКУЮеГжЕФвЊЧѓЁЃдкЮ§СжЪсРэЪБЃЌЧЏАхЩЯЁЂЯТЧЏДНгІРЮЙЬЕиЮеГжУоВуЃЌвдЗРжЙГЄЯЫЮЌБЛЮ§СжзЅзпЁЃШчЭМ4-4-11ЫљЪОЃЌФПЧАОЋЪсЛњЧЏАхЧЏДНЖдУоВуЕФЮеГжгаСНжжаЮЪНЃЌвЛжжЪЧвЛЕуЮеГжЃЈЛђГЦЕЅЯпЮеГжЃЉЃЌШчЙњВњA201ЯЕСаОЋЪсЛњЁЃСэвЛжжЪЧСНЕуЮеГжЃЈЛђГЦЫЋЯпЮеГжЃЉЃЌШчЙњВњSXF1269AаЭОЋЪсЛњЁЃВЩгУСНЕуЮеГжЃЌЧЏДНЖдУоДдЕФЮеГжИќМгРЮЙЬПЩППЁЃР§ШчЕБУоОэГіЯжКсЯђВЛдШЪБЃЌвЛИіЮеГжЕуЮеГжВЛзуЪБЃЌСэвЛИіЮеГжЕуПЩГфЗжЗЂЛгзїгУЁЃвђДЫСНЕуЮеГжгХгквЛЕуЮеГжЁЃЃЈ2ЃЉЩЯЁЂЯТЧЏДНЕФМИКЮаЮзДгІТњзуЮ§СжЖдУоДдГфЗжЪсРэЕФвЊЧѓЁЃЮЊЪЙЮ§СжЪсеыФмЫГРћЕиДЬШыУоДдЪсРэЃЌдкПЊЪМЪсРэЪБЃЌгІЗРжЙУоДдЕФЩЯЧЬЃЌЗёдђКѓХХЪсеыОЭКмФбЗЂЛгЪсРэзїгУЁЃвђДЫдкЧЏАхБеКЯЪБЃЌЩЯЁЂЯТЧЏДНЕФМИКЮаЮзДгІЪЙУоДдЕФЭфЧњЗНЯђе§ЖдЮ§СжеыГнЁЃгЩгкЙњВњSXF1269AаЭОЋЪсЛњЯТЧЏАхЧЏДНЕФЯТВПЧаШЅСЫбќГЄЮЊ1.5mmЕФЕШбќШ§НЧаЮЃЌШчЭМ4-4-11ЫљЪОЃЌЕБЧЏАхБеКЯЪБЃЌгЩгкЩЯЧЏАхЕФЯТбЙзїгУЃЌЪЙУоДдЕФЭфЧњЗНЯђе§ЖдЮ§СжеыГнЃЌФмТњзуЮ§СжЖдУоДдГфЗжЪсРэЕФвЊЧѓЁЃ(3)ЧЏДНЕФНсЙЙгІЪЙЧЏАхЮеГжУоДдЕФЫРЯЖГЄЖШЃЈМДЧЏАхЧЏПкжСЮ§СжеыГнМфЕФУоДдГЄЖШЃЉОЁПЩФмЖЬЁЃЩЯЁЂЯТЧЏАхЕФЧЏДННсЙЙОіЖЈСЫЪмЪсУоДдЕФЫРЯЖГЄЖШЃЌДгЖјгАЯьЮ§СжеыГнЖдУоДдЪсРэГЄЖШКЭЪсРэаЇЙћЁЃ
ЃЈЖўЃЉЧЏАхВПЗжЕФЙЄвеЗжЮі
ОЋЪсЛњЧЏАхВПЗжЕФЙЄвегаЃКЧЏАхЕФдЫЖЏЙцТЩЁЂТфУоИєОрЁЂЪсРэИєОрЁЂЪсРэЖЈЪБЧЏАхБеКЯЖЈЪБЕШЃЌЫќУЧгыЮ§СжЕФЪсРэЁЂОЋЪсТфУоТЪМАЗжРыНгКЯжЪСПЙиЯЕУмЧаЁЃ
1ЁЂЖдЧЏАхдЫЖЏЕФЙЄвевЊЧѓ ЮЊСЫИќКУЕиЗЂЛгОЋЪсЮ§СжЕФЪсРэзїгУЃЌЬсИпЗжРыНгКЯжЪСПЃЌЧЏАхдЫЖЏБиаыТњзувдЯТвЊЧѓЃК
(1)ЪсРэИєОрБфЛЏвЊаЁЃЌвдГфЗжЗЂЛгЮ§СжИїХХЪсеыЕФЪсРэзїгУЃЌЬсИпЪсРэаЇЙћЁЃ
(2)Ю§СжЕквЛХХеыЕНДяЧЏПкЯТЗНЪМЪсЪБЃЌЩЯЁЂЯТЧЏДНгІБеКЯЃЌВЂРЮППЕиЮеГжУоДдЃЌвдЗРжЙГЄЯЫЮЌБЛЮ§СжзЅзпЁЃ
(3)ЕБЮ§СжЪсЙ§ЕФУоДдЭЗЖЫЯђЗжРыЧЏПкдЫЖЏЪБЃЌЧЏАхПЊПквЊГфЗжЃЌвдЗРжЙУоДдЬЇЭЗЪмЕНЩЯЧЏДНЕФзшАЃЌВЛФмЫГРћЕНДяЗжРыЧЏПкЖјгАЯьЗжРыНгКЯЁЃ
(4)ЗжРыНгКЯНзЖЮЃЌЧЏАхЧААкЫйЖШвЊТ§ЃЌвддіМгЗжРыЧЃЩьКЭЗжРыНгКЯЪБМфЃЌЪЙЗжРыДдЕФГЄЖШдіМгЃЌЬсИпЗжРыНгКЯжЪСПЁЃ
(5)ЧЏАхЛњЙЙдЫЖЏЙпСПМАБеПкЪБГхЛївЊаЁЃЌвдРћгкЬсИпГЕЫйЁЂНЕЕЭдывєЁЃ
2ЁЂЧЏАхЕФдЫЖЏЙцТЩ ЧЏАхЧАКѓАкЖЏЕФЙцТЩжївЊШЁОігкЧЏАхАкжсЕФАкЖЏЙцТЩЁЃЮЊСЫБугкЗжЮіЃЌНЋЭМ4-4-9жаЕФЛЌИЫИеЬхФкПлГ§БпГЄЮЊ38mmЕФОиаЮКѓМђЛЏЮЊЭМ4-4-12ЁЃЩшOЮЊЮ§СжжсаФЃЌO1ЮЊЧЏАхАкжсжсаФЃЌB1ЁЂB2ЗжБ№ЮЊЧЏАхЕФЧАЫРаФЮЛжУгыКѓЫРаФЮЛжУЃЌІШЮЊФГЗжЖШЧњБњOAгыXжсЕФе§ЯђМаНЧЃЌ
ІШ1ЮЊЧЏАхзюЧАЮЛжУ(24ЗжЖШ)ЪБOAгыXЕФМаНЧЃЈМђГЦЮЊЧАЫРаФНЧЃЉЃЌЦфжЕЮЊЃК
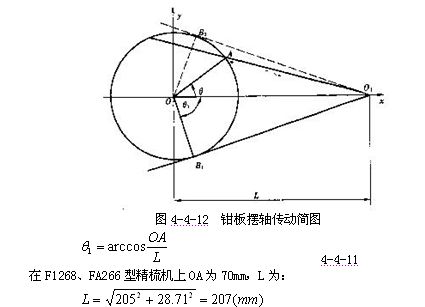
гЩДЫЫуЕУFA261ЁЂSXF1269AаЭОЋЪсЛњЧЏАхдЫЖЏЕФЧАЫРаФНЧЁЂКѓЫРаФНЧЁЂдЫЖЏЖЏГЬЕШВЮЪ§МћБэ4-4-2ЁЃгЩДЫПЩжЊЃКSXF1269AаЭОЋЪсЛњЧЏАхгЩзюЧАЕНДязюКѓЮЛжУЧњБњOAЕФзЊНЧЮЊ140.460ЃЈ15.6ЗжЖШЃЉЃЛЧЏАхЧААкЙ§ГЬжаЧњБњOAЕФзЊНЧЮЊ219.540ЃЈ24.4ЗжЖШЃЉЃЛМДЧЏАхЧАЪБНјТ§ЁЂКѓЭЫЪБПьЃЌЗћКЯЙЄвевЊЧѓЁЃ
3ЁЂТфУоИєОр дкSXF1269AаЭОЋЪсЛњЩЯЃЌЕБЧЏАхАкЖЏЕНзюЧАЮЛжУ(24ЗжЖШ)ЪБЃЌЯТЧЏАхЧЏДНЧАдЕгыКѓЗжРыТоРБэУцМфЕФОрРыГЦЮЊТфУоИєОрЁЃ
ТфУоИєОрЪЧЕїНкТфУоКЭЮ§СжЪсРэЕФживЊЪжЖЮЁЃдкОЋЪсЛњЩЯЃЌЗжРыИєОрBЫцзХТфУоИєОрЕФдіДѓЖјдіДѓЃЛгЩЪН4-4-5ЁЂ4-4-7МАЪН4-4-9ЁЂ4-4-10ПЩжЊЗжНчЯЫЮЌГЄЖШМАжиИДЪсРэДЮЪ§ЖМЫцЗжРыИєОрBЕФдіДѓЖјдіДѓЁЃвђДЫЃЌТфУоИєОрдНДѓЃЌОЋЪсТфУоТЪдНИпЃЌЦфЪсРэаЇЙћвВдНКУЁЃвЛАуЧщПіЯТЃЌТфУоИєОрдіМѕ1mmЃЌОЋЪсТфУоТЪдМдіМѕ2%-2.5%ЁЃТфУоИєОрЕФЕїНкЗНЗЈВНжшЪЧЃК
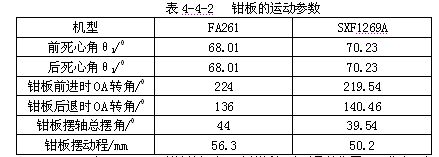
(1)ЕїНкзюаЁТфУоИєОрЃКШчЭМ4-4-13ЫљЪОЃЌШЁЯТЖЅЪсЃЌНЋЭаНХЕїЕНзюКѓЮЛжУЃЌВЂНЋЗжЖШХЬЕїЕН24ЗжЖШЃЌХЁПЊЫљгаЕФТнЫП3(ВЛФмХЁЕФЬЋЫЩ)ЃЌдк
ЗжРыТоР2гыЯТЧЏАх1МфВхШы6.34mmИєОрПщЃЌгУЫмСЯДИЧсЧУжиДИИЧ4ЃЌЪЙ
ЧЏАхЧААкЃЌзюКѓНЋТнЫПХЁНєЁЃ
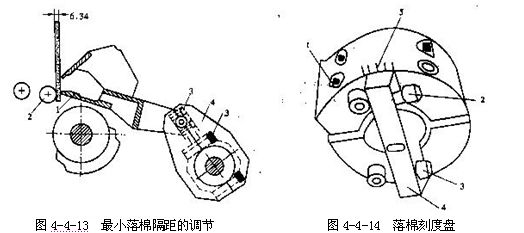
(2)ЕїНкТфУоПЬЖШХЬЃКдкSXF1269AаЭОЋЪсЛњЧЏАхАкжсЩЯзАгавЛжБОЖЮЊ132mmЕФТфУоПЬЖШХЬЃЌТфУоПЬЖШБъГпКёЖШЮЊ1mmЃЌШчЭМ4-4-14ЫљЪОЁЃБъГп5ЩЯТфУоПЬЖШЕїНкЗЖЮЇЮЊ5-12ЃЌЯрСкСНПЬЖШМфЕФдВаФНЧЮЊ10ЁЃдкТфУоПЬЖШЮЊ5ЪБЕїНкТфУоИєОрЕФзюаЁжЕЮЊ6.34mmвдКѓЃЌЫЩПЊТнЫП1КѓЃЌЕїНкТнЫП2КЭ3ЃЌЪЙЧЏАхАкжсМАКѓАкБлЫцжЎАкЖЏЃЌДгЖјЪЙТфУоИєОрвВЫцжЎИФБфЁЃТфУоПЬЖШУПдіДѓ1ЃЌЧЏАхАкжсМАКѓАкБлЯђКѓАкЖЏЙ§10ЃЌЪЙТфУоИєОрдіДѓЁЃSXF1269AаЭОЋЪсЛњдкВЛЭЌТфУоПЬЖШЯТЖдгІЕФТфУоИєОржЕМћБэ4-4-3ЁЃЮЊЗРжЙгЩгкзАХфОЋЖШЕШдвђв§Ц№ИїблТфУоИєОрВЛвЛжТЕФЯжЯѓЃЌдкећЛњЕїНкТфУоПЬЖШХЬжЎКѓЃЌвЊж№блИДВщТфУоИєОрЁЃЭМжа4 ЮЊЖЈЮЛПщЁЃ

4ЁЂЪсРэИєОр дкЮ§СжЪсРэЙ§ГЬжаЃЌЮ§СжеыМтгыЩЯЧЏАхЧЏДНЯТдЕЕФОрРыГЦЮЊЪсРэИєОрЁЃдкЮ§СжЪсРэНзЖЮЃЌгЩгкЧЏАхЧЏПкЕФАкЖЏМАЮ§СжЕФзЊЖЏЃЌЪсРэИєОрвЛжБдкБфЛЏзХЃЌЪсРэИєОрБфЛЏЗљЖШдНаЁЃЌЮ§СжЖдУоДдЕФЪсРэаЇЙћдНКУЁЃ
гЩгкSXF1269AаЭОЋЪсЛњЃЌЧЏАхАкЖЏЕФжЇЕугыЮ§СжжсЭЌаФЃЌГЦЮЊжажЇЕуЪНЧЏАхАкЖЏЛњЙЙЁЃДЫжжЛњЙЙгыЦфЫћаЮЪНЕФЧЏАхАхАкЖЏЛњЙЙЯрБШЃЌЪсРэИєОрБфЛЏНЯаЁЁЃЕБТфУоПЬЖШЮЊ8ЪБЃЌSXF1269AаЭОЋЪсЛњЮ§СжЪсРэНзЖЮЕФЪсРэИєОрБфЛЏБфЛЏМћБэ4-4-4ЁЃ

5ЁЂЮ§СжЪсРэЖЈЪБ Ю§СжЕквЛХХеыПЊЪМНгДЅУоДдЪБЃЌЗжЖШХЬжИеыжИЪОЕФЗжЖШЪ§ЃЌГЦЮЊЪсРэПЊЪМЖЈЪБЃЛЮ§СжФЉХХеыЭбРыУоДдЪБЕФЕФЗжЖШЪ§ЃЌГЦЮЊЪсРэНсЪјЖЈЪБЁЃЮ§СжЪсРэПЊЪМЖЈЪБЕФдчЭэгыЮ§СжЖЈЮЛМАТфУоПЬЖШгаЙиЁЃТфУоПЬЖШВЛЭЌЃЌвтЮЖзХЧЏАхДгзюЧАЮЛжУКѓПЊЪМКѓЭЫЕФЦ№ЕуВЛЭЌЃЌЧЏАхКѓЭЫЭОжагыЮ§СжЭЗХХеыЯргіЕФЪБМф(ЗжЖШ)КЭЮЛжУвВВЛЭЌЁЃТфУоИєОраЁЃЌЧЏАхПЊЪМКѓЭЫЕФЦ№ЕуППЧАЃЌЧЏАхгыЮ§СжЭЗХХеыЯргіЕФЗжЖШГйЃЌЮЛжУППЧАЃЛТфУоИєОрДѓЃЌЧЏАхПЊЪМКѓЭЫЕФЦ№ЕуППКѓЃЌгыЮ§СжЯргіЕФЗжЖШдчЃЌЮЛжУППКѓЁЃSXF1269AаЭОЋЪсЛњдкЮ§СжЖЈЮЛЮЊ37ЗжЖШЁЂТфУоИєОрЮЊ8ЪБЃЌЪсРэПЊЪМЖЈЪБЮЊ34.7ЗжЖШЃЛЪсРэНсЪјЖЈЪБЮЊ4.3ЗжЖШЁЃ
6ЁЂЧЏАхПЊЁЂБеПкЖЈЪБ ЩЯЁЂЯТЧЏАхБеКЯЪБЗжЖШХЬжИЪОЕФЗжЖШЪ§ГЦЮЊЧЏАхБеКЯЖЈЪБЃЛЧЏАхЧЏПкПЊЪМДђПЊЪБЗжЖШХЬЕФЗжЖШЪ§ГЦЮЊЧЏАхЕФПЊПкЖЈЪБЁЃ
ЃЈ1ЃЉБеПкЖЈЪБ ИљОнЪсРэЕФвЊЧѓЃЌгІИУдкОЋЪсЮ§СжПЊЪМЪсРэУоДдЧАЪЙЧЏАхЧЏПкБеКЯЃЌвдЗРжЙЯЫЮЌБЛЮ§СжзЅзпЁЃSXF1269AаЭОЋЪсЛњдкЧЏАхЛњЙЙЩшМЦЩЯБЃжЄСЫЧЏАхБеПкЖЈЪБНЯЪсРэПЊЪМЖЈЪБдч1-2ИіЗжЖШЁЃ
ЃЈ2ЃЉПЊПкЖЈЪБ ИљОнЗжРыНгКЯЕФвЊЧѓЃЌдкЪсРэНсЪјЪБЧЏАхгІМАЪБПЊПкЃЌвдБуЪЙУоДдЬЇЭЗЫГРћЕНДяЗжРыЧЏПкЁЃSXF1269AаЭОЋЪсЛњЧЏАхПЊПкЖЈЪБЮЊ8-11ЗжЖШЃЌБШЪсРэНсЪјЖЈЪБЭэ4-8ЗжЖШЃЌПЊПкНЯГйЁЃЬиБ№ЪЧдкТфУоПЬЖШНЯДѓЪБЃЌЧЏАхПЊПкИќГйЃЌВЛРћгкУоДдЕФЬЇЭЗЁЃ
дкSXF1269AаЭОЋЪсЛњЩЯЃЌЧЏАхЕФПЊЁЂБеПкЖЈЪБВЛФмЕїећЃЛЖдгІгк34ЁЊ5ЗжЖШМфЕФЪсРэИєОрМћЩЯБэ4-4-4ЁЃ
|





