| 并条机的牵伸型式及工艺配置:
一.并条机的牵伸型式 并条机的牵伸型式经历了从连续牵伸和双区牵伸到曲线牵伸的发展过程。其牵伸型式、牵伸区内摩擦力界布置越来越有利于对纤维的控制。尤其是新型压力棒牵伸,使牵伸过程中纤维变速点分布集中,条干均匀,品质好。
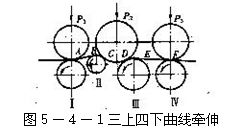
(一)三上四下曲线牵伸 三上四下曲线牵伸是在四罗拉双区牵伸型式上发展而来的。如图5-4-1所示。它用一根大皮辊骑跨在第二、三罗拉上,并将第二罗拉适当抬高,使须条在中区呈屈曲状握持,须条在第二罗拉上形成包围弧,对纤维控制作用较好。但在前区,由于须条对前皮辊表面有一小段包围弧,在后区须条在第三罗拉表面有一段包围弧,称为“反包围弧”,使两个牵伸区前钳口的摩擦力界增强,并向后扩展,虽然加强了前钳口对纤维的控制,但易引起纤维变速点分散后移,影响条干质量。
(二)新型牵伸型式 各种新型并条机其牵伸装置的特点是:(1)在加大输出罗拉直径条件下,通过上下罗拉的不同组合,或采用压力棒等附加摩擦力界装置,以缩小主牵伸区的罗拉握持距,适应较短纤维的加工。(2)在主牵伸区中,须条必须沿上下罗拉公切线方向进入钳口,尽量避免在前罗拉上出现反包围弧,否则,会增加前钳口处的摩擦力界向牵伸区扩展,使纤维提前变速,且变速点分散。
1.压力棒曲线牵伸 压力棒牵伸是目前高速并条机上广泛采用的一种牵伸机构,在主牵伸区放置压力棒,增加了牵伸区中部的摩擦力界,有利于纤维变速点向前钳口靠近且集中。根据压力棒与须条的相对位置,压力棒牵伸可分为下压式和上托式两种。
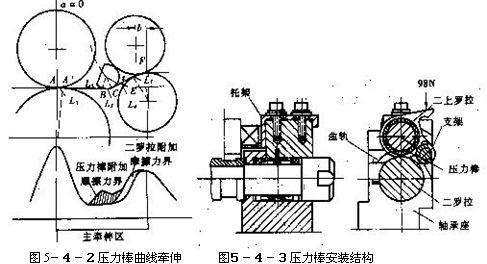
(1)下压式压力棒 即压力棒在上须条在下,这种牵伸装置是当前高速并条机上采用最广泛的一种牵伸型式,如图5-4-2,5-4-3所示。在主牵伸区中装有压力棒,它是一根半圆辊或扇形棒。它的弧形边缘与须条接触并迫使须条的通道成为曲线。压力棒的两端,用一个鞍架套在中胶辊的轴承上,使压力棒中胶辊连结为一个整体,并可绕中胶辊的中心摆动。在机器运转时,压力棒被须条的张力托持而有向上抬起的倾向,所以需要加弹簧压力,以限制压力棒的上抬,其方法是在摇臂加压的摇架上加弹簧片,当摇架放下时,弹簧片施压于鞍架肩部,由于力矩作用使压力棒对须条也产生压力。这种下压式压力棒,由于压力棒在上易积花。
(2)上托式压力棒 即压力棒在下须条在上,压力棒向上托起须条程屈曲状,增加对纤维的握持。由于压力棒处于须条下部,解决了压力棒积花现象,结构简单,操作方便。但当棉网高速运动向上的冲力较大时,压力棒对须条的控制作用较差,不适宜高速。如图5-4-4(1)为上托式压力棒。
压力棒曲线牵伸的特点:
(1) 由于压力棒可以调节,所以容易做到使须条沿前罗拉的握持点切向喂入。
(2) 压力棒加强了主牵伸区后部摩擦力界,使纤维变速点向前钳口靠近且集中。
(3) 对加工不同长度纤维的适应性强,适纺25~80mm。
(4) 压力棒对须条的法向压力具有自调作用,它相当于一个弹性钳口的作用。当喂入品是粗段时,牵伸力增加,此时压力棒的正压力也正比例增加,加强了压力棒牵伸区后部的摩擦力界,可防止由于牵伸力增大将浮游纤维提前变速。当喂入品是细段时,须条上所受的压力略有降低,从而使压力棒能够稳定牵伸力。
压力棒牵伸装置形式有上压式和下托式两种。上托式是指棉网在上而压力棒在下,下压式则是棉网在下,压力棒在上,易积花。
(1) 三上三下、三上三下附导向辊压力棒曲线牵伸:如图5-4-4所示。这两种压力棒曲线牵伸的共同特点为均为双区牵伸,第一、第二罗拉间为主牵伸区,第二、第三罗拉间为后牵伸区,第二罗拉上的胶辊既是主牵伸区的控制辊,又是后牵伸区的牵伸辊,中皮辊易打滑。这种牵伸装置适合纺中、粗特纱。
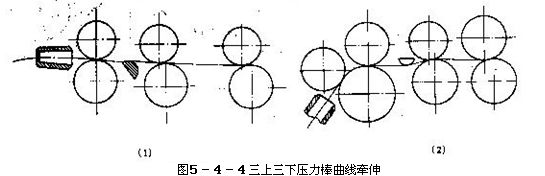
三上三下压力棒曲线牵伸如图5-4-4(1)所示,其棉网在离开牵伸区进入集束区时,易受气流干扰,影响输出速度提高。三上三下附导向辊压力棒曲线牵伸如图5-4-4(2)所示,其输出棉网在导向辊的作用下,转过一个角度后顺利地进入集束器,克服了三上三下棉网易散失的缺点。FA306型并条机采用三上三下压力棒曲线牵伸。
(2)四上四下附导向辊、压力棒双区曲线牵伸: 国产FA311型并条机牵伸形式为四上四下附导向辊、压力棒双区曲线牵伸,如图5-4-5
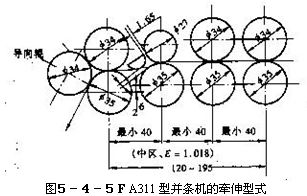
这种牵伸形式的特点是既有双区牵伸和曲线牵伸的优点,又带有压力棒,是一种新型曲线牵伸。与三上三下压力棒式的新型曲线牵伸结构相比,突出的特点是中区的牵伸倍数设计,为接近于1的略有张力的固定牵伸(E=1.018)。这种设置改善了前区的后胶辊和后区的前胶辊的工作条件,使前区的后胶辊主要起握持作用,后区的前胶辊主要起牵伸作用,改善了牵伸过程中的受力状态。因此,在相同的牵伸系统制造精度条件下,对须条可获得较好的综合握持效果,利于稳定条干质量。另一方面,须条经后区牵伸后,进入牵伸倍数近于1的中区,可起稳定作用,给进入更大倍数的前区牵伸做好准备。这种牵伸系统可适纺纤维长度为
20~75mm,通常情况下,适纺60mm以下纤维。如纺60~75mm纤维时,要拆除第三对罗拉,改为三上三下附导向辊压力棒式连续牵伸。
2.多皮辊曲线牵伸 皮辊列数多于罗拉列数的曲线牵伸装置叫多皮辊曲线牵伸。这种曲线牵伸既能适应高速有能保证产品质量。图5-4-6为德国青泽720并条机上的五上三下曲线牵伸装置,它具有以下特点:
(1) 结构简单,能满足并条机高速化的要求。该牵伸机构内没有集束区,整个牵伸区仅有三根罗拉,简化了结构和传动系统,罗拉列数少,为扩大各牵伸区的中心距创造了条件,适纺较长纤维。
(2) 前后牵伸区都是曲线牵伸,利用第二罗拉抬高对须条的曲线包围弧,加强了前牵伸区的后部摩擦力界分布,有利于条干均匀度。
(3) 由于将第二罗拉的位置抬高,第三罗拉位置降低,使三根罗拉成扇形配置,使须条在前、后两个牵伸区中都能直接沿公切线方向喂入,减小反包围弧到最低限度,对提高产品质量有利。
(4) 前皮辊起导向的作用,有利于高速。
(5) 对加工纤维长度适应性强。因为采用了多列皮辊,并缩短了中间两个皮辊的直径,使罗拉钳口间距离缩小,能加工25mm的短纤维。又由于罗拉列数少,可放大第一到第三罗拉间的中心距,故可加工长纤维。
二 并条工序的工艺配置
并条工序是提高纤维伸直平行度与纱条条干均匀度的关键工序。为了获得质量较好的棉条,必须确定合理的并条机道数,选择优良的牵伸型式及牵伸工艺参数。牵伸工艺参数包括棉条线密度、并和数、总牵伸倍数、牵伸分配、罗拉握持距、皮辊加压、压力棒调节、集合器口径等。
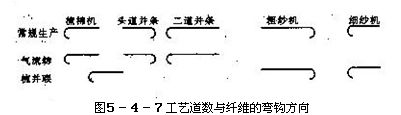
(一)并条机的道数 主要是考虑到牵伸对伸直后弯钩纤维有利,在普梳纺纱系统的梳棉和细纱之间工艺道数应符合“奇数原则”。如图5-4-7所示
在普梳纺纱系统中多经过头并、二并两道并条。当不同原料采用条子混纺时,为了提高纤维的混合效果,一般采用三道混并。对于精梳混纺产品来说,这样虽然混合效果很好,但由于多根条子反复并和,重复牵伸,使条子附加不匀增大,条子发毛过烂,易于粘连。
(二)出条速度 随着并条机喂入形式、牵伸型式、传动方式及零件的改进和机器自动化程度的提高,并条机的出条速度提高很快。如1242型并条机的出条速度为30~70m / min,A272型并条机出条速度为120~250m / min,FA306型并条机的出条速度为148~600m / min。FA311型并条机的出条速度可达150~500m / min。并条机的出条速度与所加工纤维种类相关。由于化纤易起静电,纺化纤时速度高,易引起绕罗拉、皮辊等现象,所以纺化纤时出条速度比纺棉时低10%~20%。对于同类并条机来说,为了保证前、后道并条机的产量供应,头道出条速度略大于二道并条。
(三)熟条定量 熟条定量大小是影响牵伸区牵伸力的一个主要因素。主要根据罗拉加压、纺纱特数、纺纱品种及设备情况而定。一般棉条的定量控制在12~25g/5m范围内。纺细特纱时,熟条定量宜轻,纺粗特纱时,熟条定量宜重。当生条定量过重时,牵伸倍数大,应增大牵伸机构的加压。一般在保证产品供应的情况下,适当减轻熟条定量,有利于改善粗纱条干。

(四)牵伸倍数及牵伸分配
1.总牵伸倍数 总牵伸倍数应与并和数及纺纱特数相适应。一般应稍大于或接近于并和数,根据生产经验,总牵伸倍数=(1~1.15)×并和数。
2.牵伸分配 牵伸分配是指当并条机的总牵伸倍数一定时,配置各牵伸区倍数或头、二道并条机的牵伸倍数。决定牵伸分配的主要因素是牵伸型式,还要结合纱条结构状态来考虑。
(1)各牵伸区的牵伸分配 由于前区为主牵伸区,牵伸区内摩擦力界布置合理,尤其是曲线牵伸和压力棒牵伸,对纤维控制能力较好,纤维变速点稳定集中,所以可以承担大部分牵伸;后区由于为简单罗拉牵伸,且刚进入牵伸区内的须条纤维排列紊乱,所承担的牵伸倍数较小,主要起整理作用,使条子以良好的状态进入前区。
各道并条机前、后牵伸区的牵伸分配也不相同。喂入头道并条机条子中前弯钩居多,过大的牵伸倍数不利于弯钩纤维的伸直,且喂入头道并条机的是梳棉生条,纤维排列紊乱,高倍牵伸会造成移距偏差大,造成条干不匀。所以一般前区牵伸不宜太大,应在3倍左右,后区应在1.7~2.0倍。喂入二道并条机的是半熟条,条子内纤维较为顺直,可选用较大的前区牵伸,以提高总牵伸倍数,降低熟条定量,而且由于喂入二道并条机的条子中的弯钩以后弯钩纤维居多,较大的牵伸倍数有利于消除弯钩。所以前区牵伸倍数在7.5倍以上,后区牵伸倍数在1.06~1.1倍。
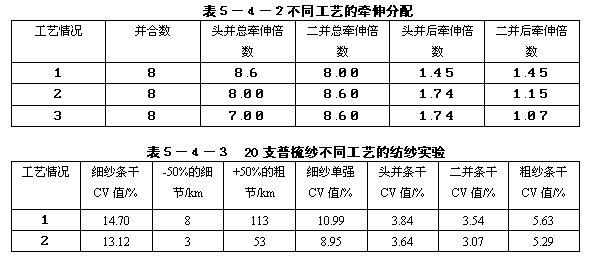
(2)头、二道并条机的牵伸分配 采用二道并条时,头、二道并条机的牵伸分配有二种工艺:一种是倒牵伸即头道牵伸倍数稍大于并和数,二道牵伸倍数稍小于或等于并和数。这种牵伸型式由于头道并条喂入的生条纤维紊乱,牵伸力较大,半熟条均匀度差,经过二道并条机配以较小的牵伸倍数,可以改善条干均匀度。但这种牵伸装置由于喂入头道并条机时前弯钩纤维居多,较大的牵伸倍数不利于前弯钩伸直。第二种工艺是顺牵伸,即头道并条机牵伸倍数小于并和数,二道并条机牵伸倍数稍大于并和数,形成头道小,二道大的牵伸配置。这种配置有利于弯钩纤维的伸直,且牵伸力合理,熟条质量较好。实践证明第二种牵伸工艺较为合理。
(五)罗拉握持距 牵伸装置中相邻罗拉间的距离有中心距,表面距和握持距三种。中心距是相邻两罗拉中心之间的距离;罗拉表面距是相邻两罗拉表面之间的最小距离;握持距是指相邻两对钳口线之间的须条长度。对于直线牵伸,握持距与罗拉中心距是相等的;对于曲线牵伸,罗拉握持距大于罗拉中心距。
1.几种不同牵伸型式的常用握持距 罗拉握持距是纺纱的主要工艺参数,其大小要适应加工纤维的长度并兼顾纤维的整齐度。为了既不损伤纤维长度又能控制绝大部分纤维的运动,并且考虑到胶辊在压力作用下产生变形,使实际钳口变宽,所以,罗拉握持距必须大于纤维的品质长度。但握持距的大小又必须适应各种牵伸区内牵伸力的要求,握持距大,罗拉中间摩擦力界薄弱,牵伸力小。由于牵伸力的差异,各牵伸区的握持距应取不同的数值,一般可由下式表示:
S=LP+P 5-4-1
式中:S―――――罗拉握持距
LP―――――纤维品质长度
P―――――根据牵伸力的差异及罗拉钳口扩展长度而确定的长度值
罗拉握持距应全面衡量机械工艺条件和原料性能而定。如果罗拉握持力好,纤维长度短,整齐度好,须条定量轻时,前区握持距可偏小掌握,以利于改善条干均匀度;后区握持距偏大,有利于纤维伸直。各种不同牵伸型式各区握持距推荐P的范围见表5-4-4。
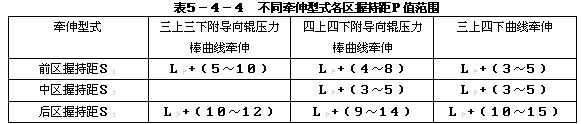
后区握持距S3 LP+(10~12) LP+(9~14) LP+(10~15)
由上表可以看出,压力棒牵伸装置主牵伸区的握持距由于压力棒加强了主牵伸区中部的附加摩擦力界,对浮游纤维控制能力好,所以握持距比三上四下曲线牵伸大。
2.压力棒牵伸装置的握持距 由于压力棒牵伸装置的罗拉中心距一般是固定不变的,所以,前区罗拉握持距的大小取决于三个参数,(参见图5-4-2所示),即前胶辊前移或后移值a,中胶辊前移或后移值b及压力棒与中罗拉间的隔距s(标志压力棒的高低位置)。而罗拉握持距长度是由须条在压力棒和中罗拉表面的接触弧长度L3和L5、须条离开压力棒后的自由距离L2、须条在前罗拉表面的接触弧长度L1及须条在压力棒与中罗拉之间的长度L4五段长度组成的。上述参数配置需注意:
(1) (1) 自由长度L1+L2应小于纤维主体长度,使纤维能得到压力棒的有效控制。
(2) (2) 须条对压力棒的接触弧长或包围角大小影响压力棒作用的正常发挥。如FA311型并条机b值为1~2mm时,须条对压力棒的包围弧长为2.6~2.9mm,包围角为23.4°~26°,工艺效果最好,包围弧过长,牵伸力过大,反而使条干恶化。
(3) (3) 尽量减小须条在前罗拉上的反包围弧,这一长度超过4mm时,条干就会恶化。
(六)罗拉加压 罗拉加压是保证须条顺利牵伸的必要条件,根据近来工艺“紧隔距、重加压“,重加压是实现对纤维运动有效控制的主要手段。罗拉加压一般应考虑罗拉速度,纤维种类,棉条定量,牵伸型式等。罗拉速度快,须条定量重,牵伸倍数高时,加压宜重。棉与化纤混纺时,加压较纯棉纺高20%,加工纯化纤应比纺纯棉高30%。
国产并条机多采用弹簧摇架加压,不同牵伸型式的加压范围见表5-4-5。

|





