| 粗纱机的喂入、牵伸机构:
一、粗纱机的喂入机构
粗纱机均采用多列(3~6)导条辊高架喂入方式,其喂入机构的作用是从棉条筒中引出熟条,并有规则地送到牵伸机构,在熟条输送的过程中防止或尽可能减少意外牵伸。粗纱机的喂入机构由分条器、导条辊、导条喇叭组成,如图6-2-1所示。
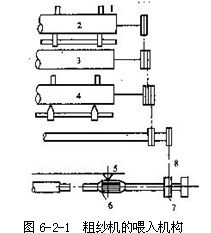
(一)分条器和导条辊 分条器一般由铝或胶木制成,其作用是隔离棉条,防止相互纠缠。导条辊由后罗拉通过链条依次积极传动。导条辊的表面速度略慢于后罗拉的表面速度,使棉条在输送中不致松垂,但在采用高架喂入时,因棉条经过的路线长,应尽量减少意外伸长,以保证粗纱质量。故应采取以下措施:
⒈在并条机上加大压辊压力,以增进棉条的紧密度。
⒉采用有弹簧底的棉条筒,以减少棉条引出的自重伸长。
⒊在保证操作方便的条件下,导条辊离地高度不宜过高,导条辊间的距离不宜过大。
⒋前导条辊与后罗拉间的速比、距离应视熟条规格和质量来调整。
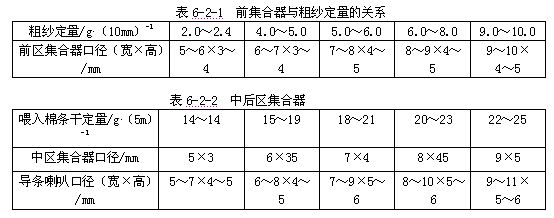
(二)导条喇叭(后区集合器) 导条喇叭的作用是正确引导棉条进 入牵伸装置,使棉条经过整理和压缩后,以扁平形截面且横向压力分布均匀地喂入后钳口。喇叭口开口大小用宽×高表示,应按喂入熟条定量的轻重适当选用。(见表6-2-1)导条喇叭用胶木或尼龙等材料制成。
二、牵伸机构
(一)粗纱机的牵伸型式 须条从喇叭口出来,即进入牵伸装置。目前粗纱机普遍使用双皮圈牵伸装置,其类型有四罗拉双短皮圈(2)、三罗拉双短皮圈(1)、四(三)罗拉长短皮圈(3)三种形式。如图6-2-2所示。
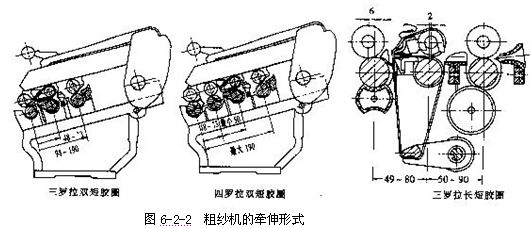
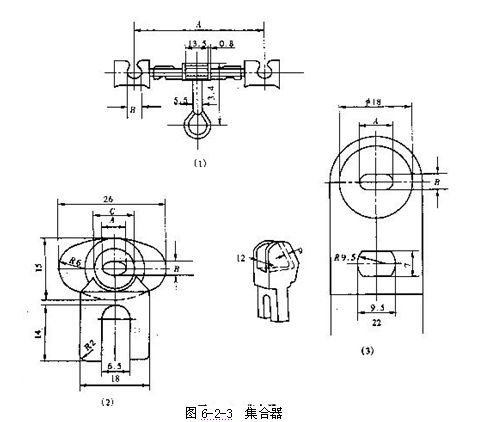
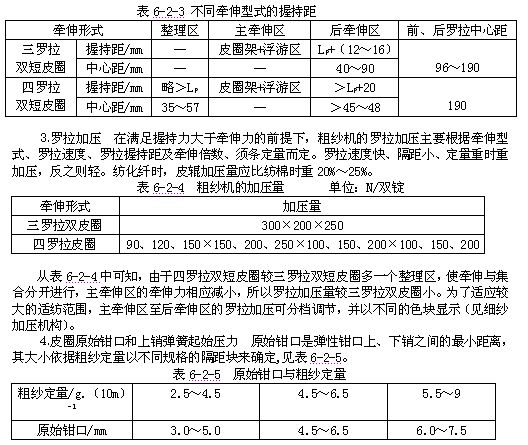
⒈罗拉双短皮圈牵伸装置 三罗拉双皮圈牵伸由三对罗拉组成两个牵伸区,在主牵伸区设置有上、下皮圈,上、下销,隔距块,集合器等附加元件以加强对纤维运动的控制。后牵伸区为简单罗拉牵伸或V型牵伸,起预牵伸的作用,为前区牵伸做好准备。粗纱机的牵伸元件结构、附加元件、加压形式、清洁方式与细纱机基本相同,只是由于喂入须条较粗,所以在两个牵伸区中均有集合器,其大小形状与所处的牵伸区、输出定量、喂入定量相适应,如图6-2-3所示。前区集合器为双锭并联式,如图中(1)所示,其口径随粗纱定量而定,见表6-2-1;中区集合器多采用上开口式,如图中(2)所示;导条喇叭则为全封闭式,如图中(3)
所示,其口径大小随喂入定量而定,见表6-2-2。
⒉四罗拉双短皮圈牵伸装置 四罗拉双短皮圈牵伸装置是在三罗拉双皮圈牵伸形式的基础上,在前方加上了一对集束罗拉,与前罗拉一起构成了一个整理区,将主牵伸区的集合器移到整理区,使牵伸与集束分开,实行牵伸区不集束,集束区不牵伸。由于集合器前置,缩小了浮游区长度,为提高粗纱条干质量创造了条件。
由于大多数化纤的回弹性比较大,在牵伸过程中纤维受引导力和控制力的作用而伸长, 牵伸输出后就发生急性回缩。若采用四罗拉双皮圈牵伸,在经主牵伸区输出后,纤维仍受一定张力,能防止和减少纤维回缩现象,有利于纤维伸直度保持稳定。所以在纺制重定量、小捻度以及纤维较长且膨松的化学纤维或需较高牵伸倍数时,D型牵伸较三罗拉双短皮圈牵伸好。尤其是在梅雨季节,采用D型牵伸,生产稳定、粗纱光洁度好、毛羽少。
⒊三罗拉长短皮圈牵伸 无论三罗拉双皮圈牵伸还是四罗拉双皮圈牵伸,都有长短皮圈之分。在双短皮圈机构中,由于各种累计误差使下皮圈过松或过紧,且在皮圈传动中,上、下皮圈工作边为松边,而牵伸过程中过松的皮圈易使工作面中凹,从而影响皮圈中部对纤维的控制力,造成突发性粗纱条干不匀和纱疵。在纺制棉型或中长化纤时此种现象更甚。在长短皮圈机构中,长皮圈有张力装置可使皮圈的滑溜率较双短皮圈小,中凹现象有所改善,纺纱条干优于双短皮圈,但长皮圈有时易吊皮圈,造成皮圈断裂、空锭多,且在维护保养、清洁装置的设计上都比较困难。
(二)牵伸工艺配置 粗纱机的牵伸工艺参数主要包括牵伸倍数及其分配、粗纱定量、罗拉握持距、罗拉加压、原始隔距、集合器口径等,现分述如下。
⒈粗纱定量和牵伸倍数 粗纱机的牵伸倍数依据细纱线密度、细纱机的牵伸能力、熟条及粗纱定量、粗纱机的牵伸型式而定。由于目前细纱机的牵伸能力的提高,粗纱趋于重定量,但在双皮圈牵伸中,粗纱定量过重,往往因中上罗拉打滑使上下皮圈间速度差异较大而产生皮圈间须条分裂或分层现象,所以,双皮圈牵伸型式不宜纺定量过重的粗纱,一般粗纱定量在2.5~6g/10mm之间为宜。由于化纤在牵伸过程中的牵伸力大,粗纱定量和牵伸倍数应比纺棉时适当减轻和减小,粗纱定量一般以3~5g/10m为宜,牵伸倍数一般控制在10倍以下。在细纱牵伸能力较高时,粗纱机可配置较低的牵伸倍数以利于成纱质量。
由于前牵伸区有双皮圈及弹性钳口,对纤维的运动控制良好,所以牵伸倍数主要由前牵伸区承担,而后区牵伸倍数不宜过大,一般为1.12~1.48倍,通常情况下以偏小为宜。当喂入棉条定量过重时,为防止须条在前区产生分层现象,后区可采用较大的牵伸倍数。纺化纤时,为了防止出硬头或条干恶化,后区牵伸倍数可稍大,以使后区牵伸力与握持力相适应。四罗拉双皮圈牵伸较三罗拉双皮圈牵伸的后区牵伸倍数可略大一些。
⒉罗拉握持距 粗纱机罗拉握持距应根据纤维品质长度Lp而确定,并参照纤维的整齐度和牵伸区中牵伸力的大小综合考虑,以不使纤维断裂或须条牵伸不开为原则。化纤混纺时,确定粗纱机的罗拉握持距,一般以主体成分(百分比大的成分)的纤维长度为基础,适当考虑混和纤维的加权平均长度;当棉型化纤与棉混纺时,
化纤长度一般为38mm,长于棉纤维,为了减少纤维损伤,应主要考虑化纤长度。又因化纤的牵伸力大,罗拉握持距大于纤维长度的数值也应较纺棉时适当放大。主牵伸区握持距的大小对条干均匀度影响很大,在双皮圈牵伸中一般等于皮圈架长度加浮游区长度。皮圈架长度指皮圈工作状态下,皮圈夹持须条的长度,即上销前缘至小铁辊中心线间的距离,由所纺纤维品种而定,一般纺棉及棉型化纤时为34mm,纺中长时为42mm。浮游区长度指皮圈钳口到前罗拉钳口间的距离,为计算方便,常以皮圈销前缘到前罗拉中心线的距离表示。缩小浮游区长度,可以减少未被控制的短纤维数量,使皮圈钳口的摩擦力界向前钳口扩展,使纤维变速点向前钳口集中,有利于改善粗纱条干,但浮游区过短,会引起牵伸力增大而与前罗拉握持力不相适应,反不利于粗纱条干,所以弹簧摆动销双皮圈牵伸的浮游区长度一般控制在15~17mm,纺中长时,可增至20~22mm,在不碰集合器的前提下以偏小为宜。在D型牵伸中,集合器移到了整理区,则浮游区长度可较小些。后区为简单罗拉牵伸,故采用重加压、大隔距的工艺方法。由于有集合器,握持距可大些,一般为LP+(12~16)mm,纺中长时,为L+(15~20)mm当熟条定量较轻或后区牵伸倍数较大时,因牵伸力小,握持距可小些,当纤维整齐度差时,为缩短纤维浮游动程,握持距应小些,反之应大。握持距的大小应根据加压和牵伸倍数来选择,使牵伸力与握持力相适应。在整理区,由于该区不承担牵伸任务,所以只需1.05倍的张力牵伸,以保证纤维在集束区中的有序排列。该区握持距可略大于或等于纤维的品质长度。
不同牵伸型式的握持距见表6-2-3。
上销弹簧的起始压力是上销处于原始钳口位置时的片簧压力。上销弹簧起始压力以700~900cN/双锭为宜。起始压力过大,形成死钳口,上销不能起弹性摆动的调节作用;起始压力过小,上销摆动频繁甚至“张口”,起不到弹性钳口的控制 作用。在弹簧压力适当的条件下配以较小的原始钳口,对条干均匀有利,但应定期检查弹簧变形情况,如果各锭弹簧压力不一致,将造成锭与锭间的质量差异。
⒌集合器口径 集合器要求前区口径与输出定量相适应、中区口径与喂入定量相适应。其选用可参考表6-2-1、表6-2-2。
粗纱机的牵伸工艺参数应根据牵伸过程中牵伸力与握持力相适应的要求及所纺品种、使用原料的具体情况进行具体分析、灵活掌握。
|





