| 捻线:
一、捻线工序的概述
(一)、捻线的任务
一般的单纱不能充分满足某些工业用品和高级织物的要求。因为单纱加捻时内外层纤维的应力不平衡,很难充分发挥纱线中所有纤维的强力作用,另一方面单纱也不能同时全面地满足较多物理性能的要求。单纱经过并合后获得的股线,性质变化较大,能够比较全面地满足这些要求。捻线的实质,就是通过改善纱线中纤维的受力状况来提高纱线的品质。
(二)、合股线加捻后性质的变化
1.改善条干 根据并合原理,n根单纱并合后其条干不匀率可降低到1/ 。但合股纱各自分离,外观仍能分辨各股单纱。捻合成股线后才能起到并合的效果,甚至股线条干比理论计算更好些,因为纱上的粗节或细节总有部分隐藏在纱芯里面。
2.提高强力 n根单纱并合后的强力一般达不到原来单纱强力的n倍,如表8—3—1所示。因为各股单纱伸长率不一致,伸长率小的应力较集中,受力拉伸时各根单纱不同时断裂的缘故。股线是一个整体而且条干比较均匀,因此股线的强力常超过单纱强力的总和,一般双股线中的单纱平均强力是普通单纱强力的1.2~1.5倍,三股线强力是1.5~1.7倍。

3.弹性及伸长率改变 单纱中的纤维排列成螺旋线状,在拉伸不大时能表现出如弹簧般的伸长特性。股线的捻回使各单纱相互扭成螺旋线状,在较大张力下能象复式弹簧似的表现出更大的弹性伸长,而总伸长率则因为股线的结构较好,滑动纤维减少,所以反而比单纱要小一些。
4.耐磨性增加 纱线的耐磨性主要表现在轴向运动时纱线与机件接触的磨损程度,由于股线条干均匀,截面比较圆整,股线织物在使用中受到各向摩擦,即使表面纤维局部磨损,而纤维相互间仍有稳定的结构关系,股线仍有一定强度,因此有较好的耐磨性能。
5.光泽改变 纱线的光泽取决于表面纤维的轴向平行程度。单纱捻度愈多,纤维的轴向倾斜愈大,光泽较暗淡,反向加捻的股线可使表面纤维的轴向平行度提高,得到良好的光泽。另外股线条干均匀,截面圆整,表面光洁,可使外观和光泽获得改善。
6.手感改变 纱线的手感主要取决于它的径向压缩弹性和轴向挠曲刚性等方面。外松里紧结构的股线,径向弹性较好,轴向刚性较差,所以手感较柔软,外紧里松结构的股线则相反,手感坚实。
二、捻线机的工艺过程
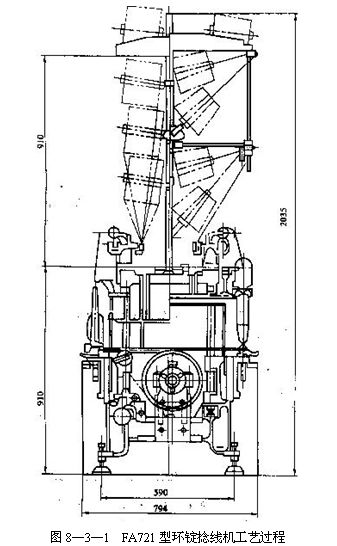
图8—3—1是国产FA721—75型环锭捻线机,本机有纯捻和并捻联合两种纱架可供选择。左边喂入并纱筒子可进行纯捻捻线;右边喂人圆锥形单纱筒子,可作为并捻联合使用。现以右面为例,从圆锥形筒子引出的纱,通过导纱杆,在导纱器处并纱后,经上下罗拉钳口,绕过上罗拉引出,通过断头自停装置,穿过导纱钩,绕过钢领上回转的钢丝圈,最后卷绕在管纱上。
三、捻线工艺
(一)股线的股数和捻向的确定
一般衣着用线两股并合已能达到要求,股数太多不经济,实用性能也不佳。对强力及圆整度要求高的股线须用较多的股数,如缝纫线一般用三股。当超过五股以上时,容易使某根单纱形成芯线,使纱受力不均匀,降低并捻效果。因此,常用复捻方式制成缆线。
用复捻方式制成的缆线强力高,而且比较紧密,其耐磨、抗挠、抗压性能较好,捻回也比较稳定,因此,股线较多的缆线大多是用复捻方法制成,如帘子线、鱼网线等。对强力、圆整度要求很高,但要求比较厚而紧密的织物,如帆布、水龙带等,也可采用单捻方式,取其工艺过程简单,制成织物较紧密有挠曲性,也能符合使用上的要求。
合股线的捻向对股线的性质有很大影响,单捻反向加捻可使捻幅均匀,纤维的应力和变形差异小,能得到较好强力、光泽和手感,捻回稳定,捻缩也小,所以绝大多数的单捻股线是反向加捻。
单纱同向加捻时,股线比较坚实,光泽及捻回稳定性较差,股线伸长大,若单纱与股线捻系数配合得当,也能得到较高的强力。同向加捻的股线,外层纤维捻幅大于内层,外紧内松,具有回弹性高、渗透性差的特点,用于编制花边、结网及一些装饰性的织物。同向加捻股线强力增加很快,所以捻系数较小,生产率较高,故要求不高的股线也有同向加捻的。
生产上单纱多用Z捻,因为S捻的单纱在细纱机上是右手拔管左手接头,大多数人不习惯,除了特殊要求外,单纱一般不用S捻。股线结头用打结方式,捻向不影响操作。
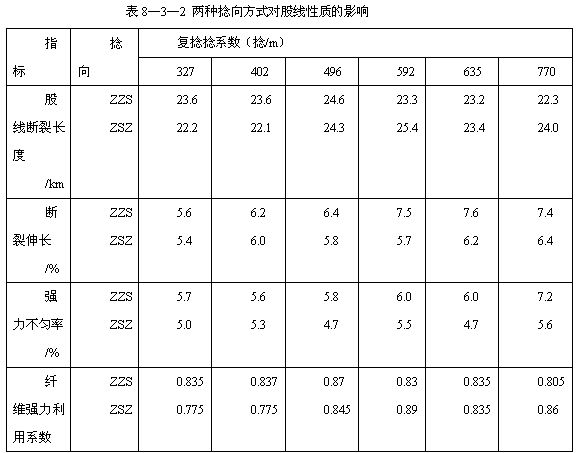
在复捻时,为使捻回比较稳定,通常有两种捻向,即ZZS或ZSZ,这两种方式对股线性质的影响列于表8—3—2中。从表中可见,在复捻捻度较小时,ZZS的方式纤维强力利用系数和断裂长度较好,捻度较大时,ZSZ的方式要好些。用ZZS的缆线断裂伸长要大于ZSZ,捻回平衡方面两种方式都能达到。不过ZSZ不论、在初捻或复捻时,都比ZZS的捻度大,因而机器的生产率较低。通常根据缆线用途要求确定捻向。
在复捻时,为使捻回比较稳定,通常有两种捻向,即ZZS或ZSZ,这两种方式对股线性质的影响列于表8—3—2中。从表中可见,在复捻捻度较小时,ZZS的方式纤维强力利用系数和断裂长度较好,捻度较大时,ZSZ的方式要好些。用ZZS的缆线断裂伸长要大于ZSZ,捻回平衡方面两种方式都能达到。不过ZSZ不论、在初捻或复捻时,都比ZZS的捻度大,因而机器的生产率较低。通常根据缆线用途要求确定捻向。
(二)股线捻系数的选择
股线的捻系数对股线的性质关系密切,应根据股线不同用途的要求选用合适的股线捻系数。股线的捻系数应结合单纱的捻系数综合考虑,一般强捻单纱股线与单纱的捻度比(简称捻比)可小些,弱捻单纱股线与单纱的捻比可大些。
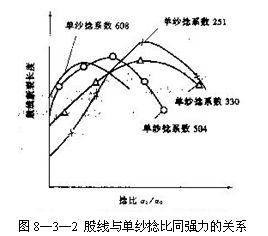
图8—3—2为4种不同捻系数的单纱在不同捻比配合时的股线强力(断裂长度)变化情况,其特点为:
(1)强捻单纱股线最大强力出现较早,弱捻单纱股线最大强力出现较迟;
(2)同样强度的股线,弱捻单纱捻比较大,强捻单纱捻比较小。
如果要求股线的强力好,则股线捻系数的配合应使股线内纤维的捻幅尽量均匀,以减少纤维应力与变形差异。一般股线不用它的最高强力点,因为这样的股线捻系数偏大,股线常呈里松外紧的结构,除强力较好外,手感、耐磨、渗透等性能不佳。当然捻比过小,强力、刚性、回挺性就差,股线呈外松里紧结构。衣着织物的经线要求股线结构内外松紧一致,强力高,捻比一般在1.2~1.4间(双股线)。
相同强度的股线,弱捻单纱股线的捻系数应较大(见图8—3),这对捻线机产量不利,但捻比大,而股线捻系数的绝对值并不按比例增加,因为单纱捻系数在减小。又从图8—3可见弱捻单纱的股线强力较大,因此,生产上股线用的单纱捻系数一般偏低选用,当然也要考虑原料性能与工艺条件。
如要求股线的光泽与手感好,则股线捻系数的配合应使表面纤维轴向性好,这样不仅光泽好,而且轴向移动时的耐磨性较好,股线结构呈外松里紧,因此手感较柔软,渗透性能也好。当股线表面的纤维轴向平行时,捻比为0.707,在生产实践中取0.7~0.9时,外层纤维的轴向性最好。不同用途的股线,还需考虑工艺要求与加工方法的不同来具体选择。
四、倍捻捻线机
倍捻捻线机的锭子转一转使纱线加上两个捻回,故称为“倍捻”。它与环锭捻线机相比,具有以下优点:锭子每一回转可获得两个捻回,因此产量较高,并可直接做成大卷装的筒子,省去一道络筒工序;不用钢领钢丝圈,锭速不受钢丝圈速度的限制,减少纱线油污;工序少,卷装大,可以提高劳动生产率。
倍捻机也存在锭子结构复杂,造价高,耗电量大,断头后接头比较麻烦等缺点。
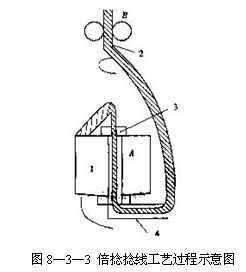
图8—3—3为倍捻机的工艺过程示意图,并纱筒子1套在静止的空心管3上,并纱由筒子顶端引出,经过空心管,再进入锭管与储纱盘的径向孔。储纱盘4随锭子回转,纱线则随锭子每转一转加一个捻回,如图中AC段,这和环锭捻线机加捻性质基本相同。当这段已加了捻回的纱线从加捻盘的径向孔出来引向上方时,又追加一个捻回,如图中BC段。因此,锭子转一转就加上两个捻回。加捻过程中纱线成两个气圈,从并纱筒子的退绕处到空心管入口形成第一个气圈,当纱线离开储纱盘引向导纱钩2时,又形成第二个气圈。
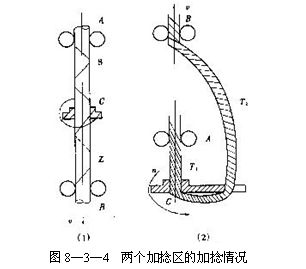
倍捻的原理可以从假捻的概念引出。如果将纱条两端握持,加捻器在两握持点的中间加捻,输出纱条不能获得捻回,如图8—3—4(1)所示,纱条被A,B两对罗拉握持且有轴向移动,加捻器C在AB中间,按矢向回转,为什么不能获得捻回呢?主要是AC与BC段捻向相反,如果我们从定点向加捻点看,加捻点作顺时针回转时,加捻区产生Z捻;作逆时针回转时,加捻区产生S捻,在一般加捻区中都可用这个概念确定捻向。我们从图中A点向C点看,加捻点逆时针回转,AC段获得S捻:从B点向C点看,加捻点顺时针方向回转,CB段获得Z捻。于是在AB纱段上获得数量相等方向相反的捻回,其结果是假捻。两段纱段捻向不同的根本原因是A、B两点在加捻点的异侧。如果将B点移至加捻点的另一侧,如图8—3—4(2)所示,而将C点扩大成为包含两段纱段(AC、CB)的平面而回转,则AC纱段以自己本身的轴线作自转,BC则以AB轴作公转,这时再从定点A与B看C点,都是逆时针方向回转,于是AC、CB段都获得S捻。若纱线沿轴向移劫时,AC段上纱的S捻输送到CB段即成为两个S捻了。
设纱线轴向移动的速度为V(m/s),加捻器速度为n(r/min),在稳定状态时AC段的捻度平衡式为:
T1 = n/v (8-3-1)
BC段的捻度平衡式为:
T2 = n/v+T1=n/v+n/v=2n/v (8-3-2)
由上式可见,在倍捻捻线中纱线获得的捻回为加捻器回转数的两倍,即获得倍捻。
|





