所有新闻
百度 谷歌 雅虎 必应 搜狗 搜搜
公司 产品 导购 样本 名片 视频 图片 新闻 技术 黄页
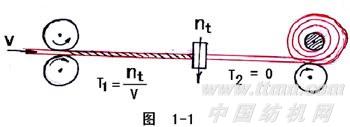
第一章 绪论第一节 自由端与非自由端纺纱一传统纺纱的加捻--非自由端(一)加捻过程 1、假捻: 在传统纺纱中,加捻过程(粗纱,细纱,捻线)一般是:握持点(输入须条的前罗拉)→加捻点(锭翼,锭子,钢丝圈)→卷绕点(卷装为第二握持点)。即为加捻点在两个握持点之间,如图1-1所示。
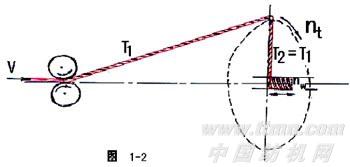
加捻过程形成两个加捻区。纱条捻度 T1=nt/V , T2=0 根据加捻的基本原理,两端握持中间加捻,纱条仅在输入区段获得捻度,输出纱条是无捻,即称“假捻”。即最终产品是没有捻度的。这种加捻方式称为“非自由端”加捻。2 、真捻的获得: 为了使产品获得真捻,卷绕(卷装)的握持点必须旋转900,根据加捻矢量叠加原理,输出区段旋转900 ,改变了纱条的捻度矢量,形成卷绕圈数nw,它的捻回数值为 -1 nw ,这样,输入区段所获得的捻度,不会被输出区段抵消,最终产品得以捻度。如图1-2所示。
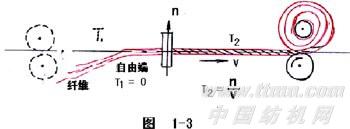
纱条上的捻度nt- 加捻器转速 nw - 卷绕的圈数,-虚拟 捻势当卷装退绕时,捻势转化或真捻,最终产品的捻度为:(二)加捻卷绕一体化--速度与卷装的矛盾 如上所述,两端握持中间加捻(非自由端)为使最终产品获得捻度,输出区段必须旋转900 ,这样就形成即加捻又卷绕,加捻卷绕同时进行。在细纱加捻卷绕的气圈张力和 钢丝圈受力分析中,得到如下的基本方程式 ns-锭子速度 H-卷装高度 D-钢领直径(卷装的直径) C-常数这就意味着,细纱机的锭子速度与卷装尺寸是相互约制的,即提高机器速度,卷装不可能过大,要大卷装,机器速度不能高,这是环锭纺纱致命的弱点。二、自由端纺纱的加捻(open-end spinning)(一)何为自由端? 由于环锭纺纱加捻卷绕一体化,阻碍(限制)了纺纱的高速大卷装。人们试图把加捻卷绕分开,使之加捻速度大为提高,卷装尺寸加大,因此产生了自由端纺纱。如图1-3所示:
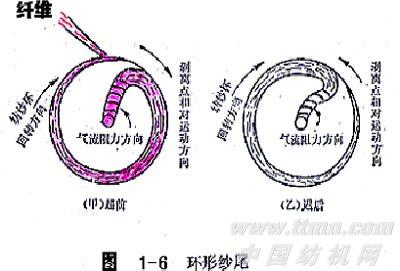
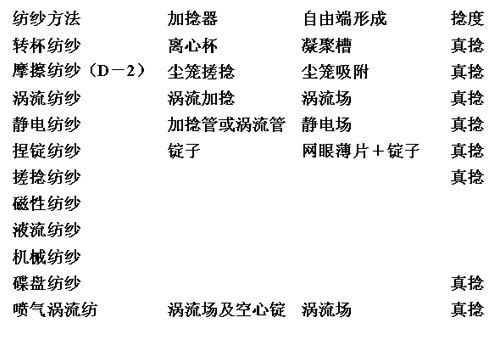
纱条一端是自由的,形成纤维输入端纱尾,此端纱条与加捻器同向近乎同速回转,真捻是在输出区段获得。 实际上,纱尾有种种因素(空气阻力,摩擦阻力,静电吸力…..)纱尾有点不自由,部分会有少量捻度。(二)自由端(纱尾)形态(the shapes of ∆ E) 根据不同的纺纱方法,自由端(纱尾)可以成为各种形状。 1、直形纱尾,例,静电纺纱,如图1-4所示。 Straight-type yarn tail (Electrostatic spinning) 2、螺旋型纱尾:例,摩擦纺纱 如图1-5所示 spiral-type yarn tail(Fricition spinning)3 、环形纱尾 例,转杯纺纱,如图1-6所示 Loop-type yarn tail rotor O E spinning三 、非自由端新型纺纱 随着纺纱技术的发展,又出现众多的非自由端纺纱,它们也可以做到加捻,卷绕分开,也可以达到高速大卷装。第二节自由端与非自由端新型纺纱分类一 自由端新型纺纱分类
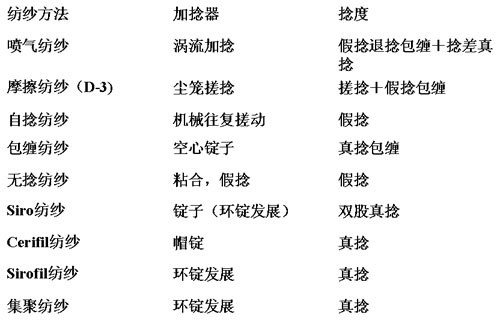
二 非自由端纺纱分类
无锡二橡胶股份有限公司
面向顾客,持续改进,实施品牌战略,必须是
网址:http://www.wxrb2.com
常州市润源经编机械有限公司
经编未来 无限可能
网址:http://www.run-yuan.com/
青岛云龙纺织机械有限公司
云展云舒,龙行天下 并人间品质,梳天下纤维
网址:http://www.yunlongfj.cn/
黄石经纬纺织机械有限公司
印染机械 首选黄石经纬 印花机 丝光机 蒸化机
网址:http://www.hsjwfj.com/
解决技术难题、提升产品稳定性,宜昌经纬纺机QC小组喜获优秀奖! 青岛宏大与许昌裕丰成功签订8.4万锭托盘式自动络筒机,携手挺进新疆 我国面料对东盟北美出口均有所增长 整个纺织服装行业发展的主要趋势与重要方向 立达最新纺纱箱S35有效节约原料
重庆金猫携多种新产品参加本届ITMA亚洲展 业务量同比增长超70%,经纬榆次逆势而上靠什么? 壕砸1.3亿收购美国一家大公司,已购的徳司达年狂赚1亿美元,浙江龙盛真牛! 管理创新是纺织行业提质增效的必由之路 中棉行协赴武汉调研,当地纺企大佬齐“上诉”!棉花“抛储”是焦点!
震惊!曾投资百亿上演“空城计”、今半年产值4个亿!咸阳纺织业强势回归,“梦桃精神”永存! 沭阳县纺织产业“织”出“强县富民”产业链 咸阳纺织业回来了 产业用纺织品行业年中报告:保持增长效益持续改善 纺机人,生意再难做,深耕自己的行业也比转行靠谱!




 -虚拟
-虚拟