所有新闻
百度 谷歌 雅虎 必应 搜狗 搜搜
公司 产品 导购 样本 名片 视频 图片 新闻 技术 黄页
摘要:阐述了在电线电缆行业设备制造及设备更新过程中,利用艾默生非标EV-1000变频器的特有功能来降低设备成本、减少故障、减轻设计任务的几个工程实例。 关键词:闭环控制 PID 低成本 少故障
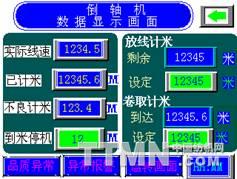
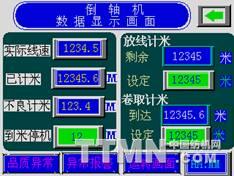
1引言:在电线电缆行来中,许多工艺流程都是从放线开始到收线结束,其中放线环节中,怎样克服放线过程中的放线张力不均匀的现象,是许多设备设计工程师与产品控制工程师所迫切解决的问题。在以往的电气设计过程中,电气设计工程师常采用PLC的A/D、D/A模块、张力控制工艺PCB板,通过读起张力摆杆电位器的电位来获得所需求的放线快慢程度,这种保持张力恒定的方法,由于一般情况下采取张力摆杆电位器的信号线及从D/A模块发出的控制变频器速度的模拟信号线过长容易造成信号的失真,再加上不同轴径的收线轮对应着不同的PLC的PID内部调节参数,如PID设定不合适,容易让电气控制下的放线轮处于不稳定状态,最终让张力处于难于恒定的状态,从而影响产品的品质。 2艾默生非标EV-1000变频器在倒轴机中控制放线轮的运行原理 相关的参数通过人机界面来设定。人机界面如图一:
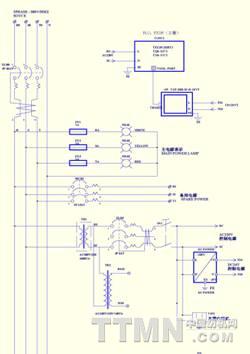
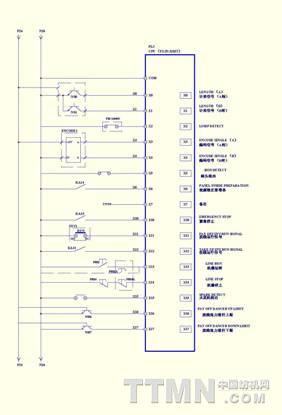
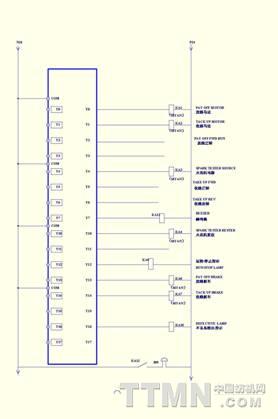
倒轴机的电气控制整体如图二: (图二) 倒轴机开机的工作流程:1)调整张力摆杆在平衡位,保障张力摆杆没有在上下限位位置;2)在人机界面的“品质异常画面”中,将“上次计米”,“不良计米”,“不良计米次数”清零;3)查看人机界面的“异常报警画面”是否有报警信息,如有,请按“报警复位”按纽复位,或排除相关故障;4)在“数据显示画面”中,按工作的需要设定“卷取计米”“放线计米”“到米停机”这些必要的工艺参数,其中“到米停机”要根据现场的实际情况来设定;5)在“运转画面”中,按工艺要求选择接头仪、凹凸仪的开与关,以及设备的“自动”和“手动”状态,在“手动”状态,接头仪等不报警;6)在“运转画面”中,选择按下“放线启/停”面板开关,让放线马达处在放线状态;7)启动控制面板上的“启动”按纽,启动整个控制系统,在控制面板上旋转电位器设定收线速度,收线机自动加速到设定线速范围,设备稳定运行;8)当计米到达设定到米停机,收线马达减速停机至计米数刹车,系统停机;当装入新的收线轮,请重复上述工作流程。 2.1放线轮与收线轮的控制 放线轮的放线速度取决于收线轮的收线速度,由于收线轮总是有一个起始与减速停止的过程,这样给放线轮一个不恒定的速度,同时由于电线电缆在线轮上的变化,在转速一定的情况下,线速也是不断变化的。收线张力的大不小直接影响到产品的品质。张力过大,收线过紧,对于小径线易变形或拉断内蕊;张力过小,收线轮在收线时会在卷芯上产生轴向滑动而错位,形成收线不整齐。所有这些,这就要求放线轮能根据张力摆杆的平衡位置对自己的速度作出修正。 2.2 PLC的输入输出控制电气原理图如图三、图四
(图三)
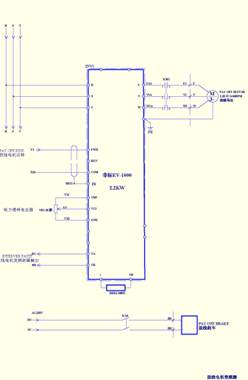
(图四) 从图三图四看出,PLC输入输出的只是简单的控制信号,很是简便。 2.3放线变频器(采用非标艾默生EV-1000系列)的电气原理图如图五: 依上图将张力摆杆电位器接入EV-1000的相应接线端子,调整变频器参数中的相关参数如下:
功能码
参数值
说明
功能号
F5.00
1
选择闭环控制
F5.11
100
最大给定量对应反馈量
F5.01
0
给定通道选择:F5.05
F5.12
1.5~2
比例增益Kp
F5.02
反馈通道:VCI模拟电压
F5.13
0.020
积分增益Ki1
F5.03
0.01
给定滤波通道系数
F5.14
采样周期T
F5.04
反馈滤波通道系数
F5.15
0.5
偏差极限
F5.05
4.5
数字设定(摆杆平衡位置)
F5.16
闭环调节特性,反特性
F5.08
最小给定量
F5.27
50
卷绕限定
F5.09
最小给定量对应反馈量
F5.28
5.00
卷绕参数1
F5.10
最大给定量
F5.29
0.005
卷绕参数2
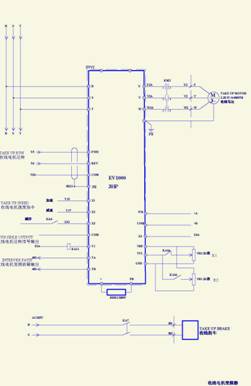
2.4收线变频器(采用普通艾默生EV-1000系列)的电气原理图如图六:
(图五)
(图六)参数设置情况如下:F7。00 X1=12F7。01 X2=13F7。02 X3=35F7。03 X4=25X1、X2的加速与减速是通过人机界面来调整的。 2.5断线检测的处理:断线检测是根据张力摆杆的下限位置来检测的。当张力摆杆下降到下限位置,下限位置感应器作出断线的判断,从而让系统停下来,同样方式,当张力摆杆升到摆杆上限位置,系统作出收线过速的判断,从面让系统作出调整。 在正常情况下,收线电机只作收线的正转运动,当火花机与结头仪检测到异常时,电气系统的报警器会报警提醒操作人员,同时收线电机会自动马上减速并以R2设定的转速反转,直到将已卷入的含故障部分的电线电缆倒入到放线轮为止,在这一过程中,由于张力摆杆的平衡作用,放线轮也会反转而收回放出的全部含异常点的电线电缆,从而达到检测的目。 3艾默生非标EV-1000变频器在自动打饼机中控制收线轮的运行原理一般情况下,押合机的收线轮常是很大轮径的,因为押合机的押出速度比较的快,故轮径大有转速慢的优点。随着工艺的不断提高,以及电气技术的更新进步,自动打饼机愈来愈多地出现在押合机的收线连续工作的场合。 本人将艾默生非标EV-1000变频器应用在自动打饼机的收线轮上,取得了很好的性价比效果,原理如下:将张力锤的电位器如图五方法并联引入控制二个收线轮的变频器中,收线轮的收线速度由押合机的押出速度来控制,押合机的押出速度由控制面板来设定。当一个收线轮达到预定收线的米数,则PLC启动另一个收线轮,并按张力锤的电位器反应出的张力要求来运行到将达到预定米数的那个收线轮的速度,用来实现平滑的自动换轮。到了设定收线米数,由机械导入到空的收线轮上,达到收线米数的收线轮减速停止,以让工作人员更换上另一个空的收线轮。 上述艾默生非标的EV-1000变频器的应用,实际上很好地解决了电线电缆行来中电动放线架及收线轮的电气控制问题。由于接线简单,变频器内自带的PID与闭环控制功能,省去了以前必须由A/D、D/A模块来转换的工作及PLC的编程工作。这一切,让一个普通的电气维修人员都可以做到。因此,艾默生非标的EV-1000变频器是改造现有电线电缆行业中原来机械式的放线架的一个首选,当然也是新添置电气控制下的放线架与收线轮的一个很好方案。 艾默生非标EV-1000变频器在电线电缆行业中的应用,对设备制造的供应商来讲,由于该变频器集成了PLC范畴的D/A模块、A/D模块及PID,故在成本上有一定的降低,而在设计上的难度也相应下降;对生产电线电缆的厂家来讲,减少了因自动化硬件与软件所带来的故障,降低了对设备供应商在设备维护技术上的依赖性,同时由于技术门槛的降低,令电线电缆生产的厂家利用自身能力改造设备的能力得到显著提高。再加上艾默生遍布的服务网点及免费的技术支持热线,相信这一款非标的变频器能得到广泛的推广应用。 参考文献:《EV1000系列变频器用户手册》
无锡二橡胶股份有限公司
面向顾客,持续改进,实施品牌战略,必须是
网址:http://www.wxrb2.com
常州市润源经编机械有限公司
经编未来 无限可能
网址:http://www.run-yuan.com/
青岛云龙纺织机械有限公司
云展云舒,龙行天下 并人间品质,梳天下纤维
网址:http://www.yunlongfj.cn/
黄石经纬纺织机械有限公司
印染机械 首选黄石经纬 印花机 丝光机 蒸化机
网址:http://www.hsjwfj.com/
解决技术难题、提升产品稳定性,宜昌经纬纺机QC小组喜获优秀奖! 青岛宏大与许昌裕丰成功签订8.4万锭托盘式自动络筒机,携手挺进新疆 我国面料对东盟北美出口均有所增长 整个纺织服装行业发展的主要趋势与重要方向 立达最新纺纱箱S35有效节约原料
重庆金猫携多种新产品参加本届ITMA亚洲展 业务量同比增长超70%,经纬榆次逆势而上靠什么? 壕砸1.3亿收购美国一家大公司,已购的徳司达年狂赚1亿美元,浙江龙盛真牛! 管理创新是纺织行业提质增效的必由之路 中棉行协赴武汉调研,当地纺企大佬齐“上诉”!棉花“抛储”是焦点!
震惊!曾投资百亿上演“空城计”、今半年产值4个亿!咸阳纺织业强势回归,“梦桃精神”永存! 沭阳县纺织产业“织”出“强县富民”产业链 咸阳纺织业回来了 产业用纺织品行业年中报告:保持增长效益持续改善 纺机人,生意再难做,深耕自己的行业也比转行靠谱!