所有新闻
百度 谷歌 雅虎 必应 搜狗 搜搜
公司 产品 导购 样本 名片 视频 图片 新闻 技术 黄页
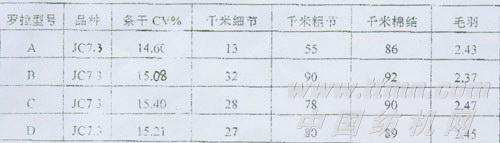
一、前言我国加入WTO后,市场对产品质量的要求越来越高,使企业不断采用新设备、新技术、新器材和新工艺,我公司对FA507A细纱机的罗拉、上销、牵伸形式进行优选,并结合器材的选用,优化工艺参数,产品质量显著提高,取得很大成功。二、纺专器材的优选1、罗拉。罗拉是细纱机的主要牵伸部件,要求具有很高的精度,足够的扭转和弯曲刚度,有正确的沟槽齿形和表面光洁度。以上都是静态的要求,而纺纱时罗拉是在180转/分钟左右的速度下运转的,因此整根罗拉要保证在高速下径向跳动极小,罗拉沟槽既能充分握持纤维又不能损伤纤维,国内外罗拉制造商也在这些方面进行了大量研究,生产出多种不同类型的罗拉,我公司也对这些不同型号的罗拉进行了同锭、同粗纱、同工艺条件下的纺纱试验,试验结果如下表1:
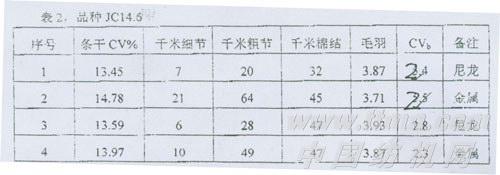
试验表明:A罗拉在相同条件下,条干CV%、千米细节、千米粗节、千米棉结明显减少,产品质量提高幅度较大。A罗拉的主要制造设备是进口原机,采用国外罗拉图纸,制造精度高,保证了罗拉动态下的径向跳动很小,罗拉沟槽设计合理,保证了对边沿纤维的控制能力。2、上销,由弹性摆动上销和固定曲面下销及长、短皮圈组成的弹性钳口,即控制了短纤维的运动,又能使纤维从钳口中顺利抽出。钳口距前罗拉握持点的距离可以调整到足够近,使纤维变速点的位置靠近前罗拉钳口,缩小浮游区的长度,有效控制浮游纤维,提高产品质量。而弹性钳口中弹性摆动上销是非常重要的元件,尼龙上销具有不变形,耐磨损和超长的使用寿命的特点越来越受到用户青睐,同时自由张力调节功能减小胶圈因伸长产生长度差异对成纱质量的影响,提高成纱各项质量指标。在同锭、同粗纱、同胶辊、同胶圈、同工艺条件下对尼龙上销和铁上销进行对比纺纱试验,成纱质量见表2:
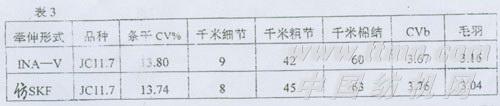
试验表明:尼龙上销对成纱条干CV%、千米细节、千米粗节、千米棉结都有较大程度的提高,质量稳定性好,但成纱毛羽略有提高。3、牵伸形式。V型牵伸和SKF牵伸是目前细纱使用最广的两种牵伸,INA-V型牵伸采用下罗拉抬高,后皮辊后摆,前皮辊前冲的方式,增大须条与罗拉的包围弧,增加对边沿纤维的控制。仿SKF牵伸是一种直线牵伸,其加压稳定,结构合理。在同一台细纱机上,我们进行了同锭、同粗纱、不同工艺参数的试验,成纱质量见下表3:
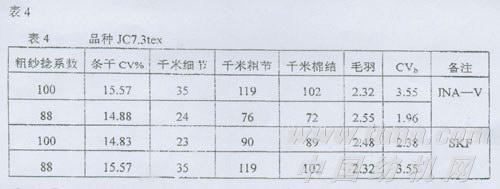
通过试验,我们认为两种牵伸形式的成纱质量水平相当,但工艺参数应分别进行优选,工艺适应范围不同。三、工艺参数的优选:1、粗纱的捻度:粗纱的捻度是保证粗纱卷绕、退绕过程中保持一定的强力,同时用作细纱牵伸过程中的附加摩擦力界。粗纱的捻度小,会造成粗纱脱断,意外牵伸使成纱条干恶化;捻度过大,会造成细纱牵伸时牵伸力过大,牵伸不开出硬头。因此,粗纱捻系数的选择是非常重要的。我们对同机型、不同牵伸形式的细纱机的适应性进行了试验,试验结果见表4
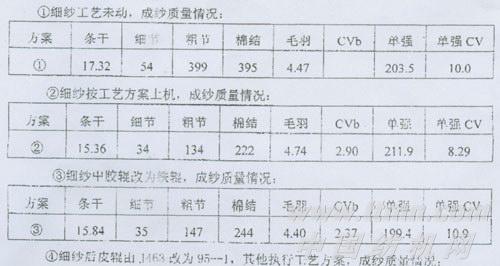
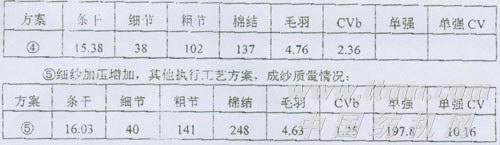
试验表明:不同牵伸形式对粗纱捻度的要求是不同的,要根据不同的牵伸形式优选工艺参数。2、皮辊、皮圈的位置。我们在FA507A细纱机INA-V型牵伸的基础上,对其工艺进行了部分创新,大大提高普梳纯棉产品的质量,试验情况如下工艺方案如下:1、后皮辊前移8mm。2、上肖前冲,与前皮辊距0.5-1mm;下肖下降2 mm。3、中铁辊换用25.8 mm的胶辊,胶辊硬度80度。4、摇架内垫2 mm的垫片,保证后皮辊的压力。 试验方案:细纱同锭、同粗纱试验
上述工艺方案的目的是在V型牵伸后区反包围弧外,在主牵伸区再形成一个曲线牵伸,加强对浮游、边沿纤维的控制,使纤维变速点集中、靠前钳口,使成纱条干、千米细节、粗节、棉结大幅减少。但是随弹性钳口的变化,成纱毛羽有增多的趋势,这一点在尼龙上销上就有所体现,有待进一步研究。四、结论1、细纱机的关键器材的选用非常重要,罗拉、上销对成纱质量的影响很大。2、INA-V型牵伸和SKF型牵伸的成纱质量的差别不大,但必须优选适宜的工艺参数。3、工艺的改进对成纱质量的提高有非常积极的意义。
无锡二橡胶股份有限公司
面向顾客,持续改进,实施品牌战略,必须是
网址:http://www.wxrb2.com
常州市润源经编机械有限公司
经编未来 无限可能
网址:http://www.run-yuan.com/
青岛云龙纺织机械有限公司
云展云舒,龙行天下 并人间品质,梳天下纤维
网址:http://www.yunlongfj.cn/
黄石经纬纺织机械有限公司
印染机械 首选黄石经纬 印花机 丝光机 蒸化机
网址:http://www.hsjwfj.com/
解决技术难题、提升产品稳定性,宜昌经纬纺机QC小组喜获优秀奖! 青岛宏大与许昌裕丰成功签订8.4万锭托盘式自动络筒机,携手挺进新疆 我国面料对东盟北美出口均有所增长 整个纺织服装行业发展的主要趋势与重要方向 立达最新纺纱箱S35有效节约原料
重庆金猫携多种新产品参加本届ITMA亚洲展 业务量同比增长超70%,经纬榆次逆势而上靠什么? 壕砸1.3亿收购美国一家大公司,已购的徳司达年狂赚1亿美元,浙江龙盛真牛! 管理创新是纺织行业提质增效的必由之路 中棉行协赴武汉调研,当地纺企大佬齐“上诉”!棉花“抛储”是焦点!
震惊!曾投资百亿上演“空城计”、今半年产值4个亿!咸阳纺织业强势回归,“梦桃精神”永存! 沭阳县纺织产业“织”出“强县富民”产业链 咸阳纺织业回来了 产业用纺织品行业年中报告:保持增长效益持续改善 纺机人,生意再难做,深耕自己的行业也比转行靠谱!