所有新闻
百度 谷歌 雅虎 必应 搜狗 搜搜
公司 产品 导购 样本 名片 视频 图片 新闻 技术 黄页
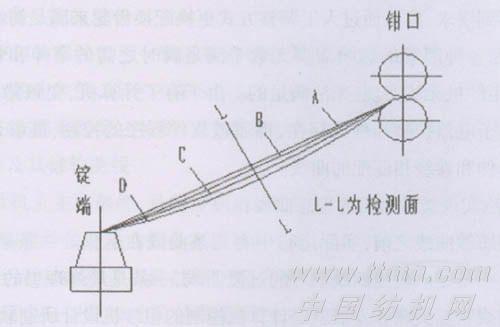
本文的中心思想是叙述粗纱机的发展与纺纱工艺之关联,设计发展纺纱机械唯一的依据是纺纱工艺,目的是成纱质量和生产效率社会效益最大化。 近来十五年左右特别是近十年,国内外纺织机械发展的速度非常之快,尤其是国内的发展速度更是日新月异,与国外相比多数纺纱机械品种都能站在同一个起跑线上,可喜可贺,但在自动化水平上尚有不小的差距,同行们仍需努力。 1粗纱机的发展 粗纱机是棉纺工程中的重要工序机械之一,在环锭纺纱系列中是不可缺少的工序,粗纱机紧随时代的前进而不断的更新发展。早期的托锭式机械结构粗纱机发展为悬锭式机械结构粗纱机,其纺纱速度、粗纱卷装和捻度均有较大的提高,从而造成生产的高效率和粗纱成纱的高质量,有划时代的意义。总体上讲提高生产效率约30%~40%、成纱质量约提高1~2个数量级。九十年代初至今计算机控制的粗纱机的研制生产及使用已基本成熟,能够大批量的投至纱厂使用,使粗纱机的机电一体化水平有划时代的进步。 以下是对两种机型的略述:1.1悬锭式机械粗纱机1.1.1粗纱机四大主运动: 四大主运动是牵伸运动、锭翼旋转运动、龙筋升降运动(纱锭升降)筒管旋转运动(筒管卷绕)。通过锥轮系统、成形机构和总牵伸、捻度、卷绕等6-8种配换齿轮,使这四大主运动完成有限数据量的匹配,纺制粗纱。这有限的数据量对于实际纺纱过程中所发生的诸多环境等变化是不能随时满足要求的,这是机械控制的粗纱机力所不及的。1.1.2关于不一致系数的思考 目前机械传动控制的粗纱机不一致系数的设置不近一致,差异较大,有的机型不一致系数等于零,有的为正值,有的为负值,其绝对值均不大于O.5。从实际开机生产中发现不一致系数的选取与其他相关机构的数据有匹配之关联,比如锥轮曲线、锥轮皮带的位移量等等。1.1.3锥轮机构及其锥轮曲线 锥轮机构是粗纱机上主要部件,是粗纱机四大主运动相互匹配运行的关键部件;锥轮曲线的设计是很复杂的,目前粗纱机锥轮曲线各家设计的有较大的不同,有的采用直线锥轮,有的采用正规的曲线锥轮,而我们设计的是采用经过修正后的非正规双曲线锥轮,这种锥轮最能满足实际纺纱的需要,但这种满足也只能是相对其它曲线锥轮而言。真正接近或近似纺纱的实际锥轮曲线,机械结构的锥轮是难以达到的,甚至是不能达到的,其原因是理想的曲线无法在机械锥轮实体上体现,加之锥轮皮带轴向位移量的精度无法保证。皮带实体的宽度限制了其自身轴向移动量的精度,另外还有一个致命的无法克服的缺陷就是皮带的滑移,这种种固定因素造成机械锥轮在传递速度上,能粗略的满足实际纺纱之要求。这里所说的粗略的除了只能实现一些给定部分数据量,尚不包括许多随时变化因素而造成的数据量,以及至今尚无法准确说明的粗纱纱团的实体,它不是刚体亦不是规则的弹性体,诸多原因促成其是一个无规则的半弹性体,很难用准确的数学式表示。1.1.4成形机构及其纱团锥体的形成: 粗纱机的成形机构的设计是非常典型而成功的机构,而且各种机型的成形机构的结构基本一致,无本质上的区别。成形机构通过齿条控制锥轮皮带起始位置和移动量、通过托架拉杆和换向箱完成下龙筋升降换向及升降动程的变化,完成粗纱团成形。但由于机械控制的数据量有限,所以粗纱团形状变化范围有限。1.2计算机控制的粗纱机 计算机控制的粗纱机较机械式的粗纱机就其功能和成纱质量及生产效率等均有较大的改善和提高,还有部分功能是机械式粗纱机无法达到的。目前国内外有多种机型,就其使用电机多少而区分有两电机、三电机、四电机及多电机的计算机控制的粗纱机。从使用、维修、成本及其可靠性来考虑,我认为两电机和四电机方案的粗纱机较为理想。两电机结构(实际亦是三电机)较三电机结构相比从运转精度、可靠性和控制的方便性而言优越许多,四电机结构方案中其优选方案应该是带有差速箱的为首选,理由有以下各点:一是降低计算机等元器件匹配精度要求;二是消除了大部分各电机的运行误差;三是提高运行中的可靠性特别是升降换向电机的可靠性;四是降低整机成本(不必采用伺服电机方案)。1.2.1计算机控制的粗纱机的设计基础 计算机控制的粗纱机的设计是机械型粗纱机继承和发展,特别是机械传动链的全部数据,这些数据是有纺纱机以来所积累结晶出来的,我们只能在此基础上加以细化和发展,使其更能满足现代纺纱的实际之需。 机械式粗纱机核心数学关系式就是牵伸和卷绕两大运动相匹配的数学关系式,这组数学关系式因为是通过数种配换齿轮和锥轮组合实现的,其数量是有限的,而且是粗略的。但是是可以纺纱的。一旦纺纱达不到要求,尚可通过人工调整方式更换配换齿轮来满足纺纱的粗略要求。 在实际纺纱中,因各种因素的影响需要无数个满足瞬时之需的牵伸和卷绕相匹配的纺纱曲线,这是机械传动的粗纱机无法实现、无法满足的。由于有了计算机、变频器、可编程控制器、旋转编码器等一系列的电子电器控制元件的存在,再通过软件程序的控制,能够设计出随时满足纺纱实际之需的理想的牵伸和卷绕相匹配的曲线。1.2.2用学习方法实现纺纱所需的理想曲线: 在最终完成理想纺纱曲线之前,实际运行中有三条曲线在运作。一条是设计曲线(初始线亦可是机械的基础线),一条是向理想曲线学习的过渡曲线,一条是最终理想的纺纱曲线。以上三条曲线的形成和三条曲线相互关联和发展就是计算机控制的粗纱机设计研制软件程序的核心。 初始曲线:以机械传动为基础的建立起数学模型的曲线,实际是完全继承机械传动的有始以来的全部有益之成果,当然这其中亦有机械传动自身无法解决的缺陷。 过渡曲线:过渡曲线是以初始曲线为基础,运用学习方法,在纺纱过程中对影响纺纱的各种变量不断地进行修正,使其适应纺纱的要求,最终完成一条理想的纺纱曲线。 理想曲线:理想曲线即实际纺纱曲线,这条理想曲线是采用计算机学习方法在初始曲线的基础上通过纺纱过程对其影响纺纱的各种变量进行修正,最终造就一条理想的纺纱曲线,在这条曲线控制下的粗纱机纺制成优质粗纱。1.2.3 CCD传感器的设计与应用: CCD传感器既是一个检测元件又是一个指挥元件。ccD传感器主要是检测粗纱实体位置高低,一般说法是粗纱张力的大小即纱线的松紧,检测精度可达0.1mm。 粗纱张力的大小,对于成纱质量是有较大影响的,影响粗纱张力大小的因素是多种的,粗纱松与紧是诸多因素所造成的,其中有许多因素是随机而产生的,是机械传动的粗纱机无力应对的。主要影响粗纱张力的因素(机械方面)有锥轮曲线的选用、锥轮皮带的选用、其摩擦系数的变化、卷绕密度、捻度的变化、运动龙筋的负载、换向机构灵敏性、环境方面有温度和湿度的随时变化,另外还有轻微影响因素,纤维品种、粗纱定量的大小等等。综合上述诸多影响粗纱张力的因素其形象的显示就是牵伸钳口至锭翼顶端之间的粗纱段的下垂量,装在此处的CCD传感器能够准确检测粗纱下垂量的多少。粗纱张力的变化是随机的,机械传动粗纱机调整粗纱张力是通过张力微调机构调整锥轮皮带的轴向位移量来实现,这种调整亦是粗略的和有限数据量,原因是张力轮的件数齿数有限,较计算机相比其精度更是无法相比的。单就锥轮皮带轴向移动量讲,计算机可以精确到0.05mm以下,皮带传动是绝对无法实现的。计算机与CCD传感器相配合可以随机瞬时完成粗纱张力的调整,这一功能是机械传动粗纱机根本不可能实现的,没有CCD传感器检测和将所测得数据准确地反馈给计算机,单就计算机本身,也是根本无法实现的。由于CCD传感器是唯一的在线检测工具,加之计算机的应用与其他电器控制元器件的应用,就能相对的实现恒张力纺纱。 CCD传感器的设计主要是要完成三条曲线的控制及三条曲线本身位置控制,特性是上限位线的位置的设定位。三条曲线是指的粗纱机台面上三条粗纱线段。这一线段是纺纱全程中唯一能够检测粗纱张力之处,对线段控制如图所示,
无锡二橡胶股份有限公司
面向顾客,持续改进,实施品牌战略,必须是
网址:http://www.wxrb2.com
常州市润源经编机械有限公司
经编未来 无限可能
网址:http://www.run-yuan.com/
青岛云龙纺织机械有限公司
云展云舒,龙行天下 并人间品质,梳天下纤维
网址:http://www.yunlongfj.cn/
黄石经纬纺织机械有限公司
印染机械 首选黄石经纬 印花机 丝光机 蒸化机
网址:http://www.hsjwfj.com/
解决技术难题、提升产品稳定性,宜昌经纬纺机QC小组喜获优秀奖! 青岛宏大与许昌裕丰成功签订8.4万锭托盘式自动络筒机,携手挺进新疆 我国面料对东盟北美出口均有所增长 整个纺织服装行业发展的主要趋势与重要方向 立达最新纺纱箱S35有效节约原料
重庆金猫携多种新产品参加本届ITMA亚洲展 业务量同比增长超70%,经纬榆次逆势而上靠什么? 壕砸1.3亿收购美国一家大公司,已购的徳司达年狂赚1亿美元,浙江龙盛真牛! 管理创新是纺织行业提质增效的必由之路 中棉行协赴武汉调研,当地纺企大佬齐“上诉”!棉花“抛储”是焦点!
震惊!曾投资百亿上演“空城计”、今半年产值4个亿!咸阳纺织业强势回归,“梦桃精神”永存! 沭阳县纺织产业“织”出“强县富民”产业链 咸阳纺织业回来了 产业用纺织品行业年中报告:保持增长效益持续改善 纺机人,生意再难做,深耕自己的行业也比转行靠谱!