碱减量—印染混合污水的处理
1 污水的水质特点
印染工业污水水质一般随采用的纤维种类和加工、印染工艺的不同而变化幅度较大。由于现代织物上越来越多地使用化学浆料(PVA)、化纤织物加工和整理越来越多的采用碱减量法处理技术,因此形成了较难处理的碱减量—印染混合污水。此类污水的特点是:碱度大、污染物浓度高、生化降解性差,目前已成为纺织印染行业环保治理的难点和重点[1-2]。 表1是试验期间该区域污水排放泵站连续30d的水质监测结果。 根据该地区排污特点:混合污水中碱减量污水占总水量的10%~20%,冬季约10%,夏季约20%,但其CODCr量却是混合污水总CODCr量的60%。
| 表1 排水监测结果 | |||||
| 分析项目 | pH | CODcr/(mg.L-1) | BOD5/(mg.L-1) | 色度/倍 | TA/(mg.L-1) |
| 平均值 | 11.52 | 1738 | 874 | 260 | 742 |
| 波动范围 | 11.15-11.88 | 1275-2050 | 673-1045 | 180-350 | 528-898 < |
2 试验及结果
现场处理试验可分为:预处理、生化处理、后处理和组合流程的连续处理等几个方面。 2.1 预处理试验
.jpg)
.jpg)
2.2 间歇生化处理试验.jpg)
试验条件: 预中和:加98% H2SO4
| 表5 流程二处理试验结果 | |||||||
| 混合污水 | 预处理出水 | 生化处理出水 | |||||
| pH | CODcr/(mg.L-1) | pH | CODcr/(mg.L-1) | COD去除率/% | pH | CODcr/(mg.L-1) | COD去除率/% |
| 11.60 | 1815 | 8.65 | 385 | 77.6 | 8.57 | 149 | 60.7 |
| 11.53-11.66 | 1660-1887 | 8.45-8.82 | 320-428 | 70.0-82.6 | 8.35-8.74 | 126-177 | 45.6-67.3 |
3 讨论与建议
① 印染—碱减量混合污水直接采用生化处理,CO
图3是高CODCr浓度混合污水与较低CODCr浓度混合污水的生化处理比较试验结果。结果表明:采用好氧生化处理时,欲达到相同的处理出水水平,高浓度污水需处理较长时间。 .jpg) 图4是混合污水经酸化—化学混凝预处理后污水的生化降解曲线。结果表明:经化学混凝处理的出水继续进行生化处理,可以做到达标排放。
图4是混合污水经酸化—化学混凝预处理后污水的生化降解曲线。结果表明:经化学混凝处理的出水继续进行生化处理,可以做到达标排放。
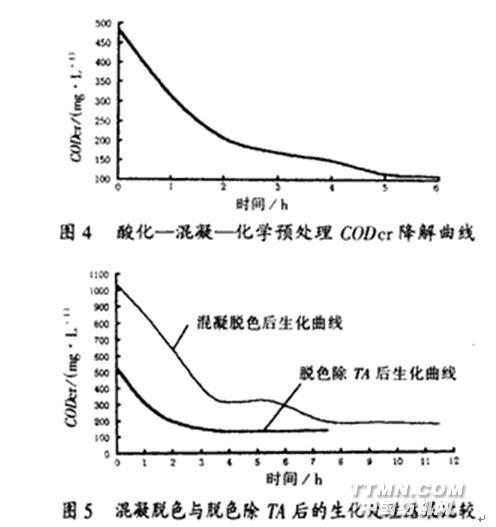
图5是将印染—碱减量混合污水仅进行化学混凝脱色预处理与脱色后再酸化除TA污水的生化处理比较结果。结果表明:脱色再除TA污水生化性能较好。 而混合污水采用铁碳曝气预处理6 h后再进行生化处理的试验结果表明:将铁碳曝气作为前处理手段,效果不太理想,其最终处理出水残余CODCr浓度高于220 mg/L。 另外,考虑到混合污水全部进行酸化除TA预处理药剂费用较高以及为充分发挥少
.jpg)
试验条件: 前处理加药量:98% H2SO4
| 表3 生化出水的混凝沉淀处理结果 | |||||||||
| 分析项目 | 生化处理出水 | 聚合铝加量/(mg.L-1) | T-1150(0.1%)/(mg.L-1) | 后处理出水 | CODcr去除率/% | ||||
| pH | COD cr/(mg.L-1) | pH | CODcr/(mg.L-1) | 色度/倍 | |||||
| 1 | 9.04 | 292 | 400 | 0.04 | 8.26 | 164 | <50 | 44 | |
| 500 | 7.93 | 149 | <50 | 49 | |||||
| 600 | 7.80 | 137 | <50 | 56.5 | |||||
| 2 | 8.56 | 321 | 400 | 0.04 | 8.06 | 203 | 37 | ||
| 500 | 7.96 | 178 | <50 | 44 | |||||
| 600 | 7.90 | 136 | <50 | 60 |
| 表4 流程一处理试验结果 | |||||||
| 混合污水 | 预处理出水 | 生化处理出水 | |||||
| pH | CODcr/(mg.L-1) | pH | CODcr/(mg.L-1) | COD去除率/ % | pH | CODcr/(mg.L-1) | COD去除率/% |
| 11.60 | 1815 | 5.94 | 634 | 64.6 | 8.05 | 127 | 80.2 |
| 11.53-11.66 | 1660-1887 | 5.57-6.14 | 565-708 | 57.3-70.10 | 7.83-8.57 | 106-147 | 77.5-85.5 |
② 流程二 试验流程二见图8。此试验是先进行A/O生化处理,然后进行混凝沉淀后处理的流程试验。
.jpg)
.jpg)
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


