后区牵伸工艺
(1)罗拉握持距 罗拉握持距与喂入粗纱的定量、纤维长度、粗纱捻系数、温湿度
等因素有关。由于握持距的大小与牵伸力有着密切的关系,握持距大,牵伸力小,握持距小,牵伸力大。如图 7—2—8所示。在生产中一般所用的纤维细而长,喂入粗纱定量重,粗纱捻系数大,车间湿度高,罗拉握持距应偏大掌握,以减小牵伸力,使它与握持力相适应。反之则偏小掌握。
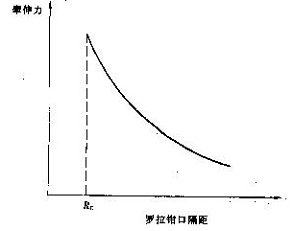
图7—2—8 罗拉钳口隔距与牵伸力的关系
在牵伸区内为了有效地控制纤维运动,握持距偏小为好。握持距小,牵伸力必
然大,为解决握持力与牵伸力不适应的矛盾,“紧隔距”必须结合“重加压”。采用这
种工艺,既有利于控制牵伸区内纤维运动,又可避免须条在罗拉钳口下打滑,从而改善
输出须条的均匀度。
(2)后区牵伸倍数 后区牵伸倍数与前区牵伸倍数有着密切的关系。提高前区牵伸
能力主要是合理配置皮圈工作区的摩擦力界,使之有效地控制纤维运动,提高成纱条干
均匀度。但是仅有前区摩擦力界的合理布置,而喂入纱条的结构不均匀、纤维之间没有
足够的联系力还不能充分发挥前区皮圈的牵伸作用。后区牵伸主要是为前区作准备,使
喂入前区的纱条结构均匀和具有一定的紧密度,使之与前区摩擦力界相配合而形成稳定
的前区摩擦力界分布。可以充分发挥皮圈控制纤维的作用,从而减少粗、细节,提高成
纱条干均匀度。
提高细纱牵伸能力的方法有两种。一是保持较小的后区牵伸倍数,采用提高前
区的牵伸倍数;二是采用较大的后区牵伸倍数以达到提高总牵伸倍数的目的。生产实践
证明,后区采用较小的牵伸倍数,对成纱不匀率无显著影响。因此,细纱工艺必须增强
皮圈控制作用,后区采用较小的牵伸倍数。因为后区牵伸小,牵伸力大,牵伸力不匀率
小,同时可利用粗纱捻度,增大后区与前区牵伸纱条的紧密度。既有利于后区控制纤维
运动,又有利于前区发挥皮圈控制纤维运动的作用,从而改善成纱均匀度。采用较小的
后区牵伸倍数,工艺适应性较广,对原料条件,成纱号数变化不大时,后区牵伸和后区
隔距一般不需调整,简化了工艺管理工作,后区隔距较大有利于满足牵伸力小于握持力
的条件。
在喂入纱条纤维整齐度好,条干均匀时,可采用较大的后区牵伸倍数。后区隔距必须与纤维长度相适应,一般为纤维品质长度加2~4mm,中、后罗拉加压必须相应加重。当后区牵伸倍数超过2.5倍,成纱中片段不匀显著增大。通常,后区牵伸还是以偏小掌握为宜。
(3)粗纱捻系数 后区采用较小的牵伸倍数时,适当提高粗纱捻系数,对降低细纱断头,提高成纱均匀度是有利的。
在简单的罗拉牵伸区中,利用粗纱捻回产生的附加摩擦力界控制纤维运动是有效的。当牵伸倍数较小,牵伸力较大时,合适的粗纱捻度,可以防止牵伸须条中部发生局部分裂,同时纱条绕轴心不发生翻动,减少捻回重分布现象;牵伸区纱条上的捻回分布主要与牵伸倍数有关,即纱条上的捻回分布自后向前逐渐减小。在这种情况下,后纤维对浮游纤维的控制力大于前纤维对浮游纤维的引导力,使纤维不会提早变速,纤维变速点前移而趋于稳定,牵伸倍数越大,牵伸须条越扩散,在这种情况下,适当提高粗纱捻系数,使附加摩擦力界强度增加,纤维之间接触良好,浮游纤维变速点前移而趋于稳定。
在皮圈牵伸中,适当增加粗纱捻度,对皮圈控制纤维运动也是有利的。捻度较多的粗纱,经过后区牵伸后,捻度尚未完全解开,部分剩余捻回的纱条进入皮圈牵伸区,由于上、下皮圈对纱条的有效控制,纱条在皮圈间不可能发生翻动,消除了捻回重分布现象。剩余捻回在纱条牵伸时,受到张力的作用产
粗纱捻系数的利用还需结合喂入粗纱定量,后区牵伸倍数,中、后罗拉隔距及加压,温湿度等因素综合确定。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


