粗纱条干不匀的测量和防治
围绕开发新品种,以高附加值的产品为企业创造出良好的经济效益,树立企业信誉,在用户中享有良好的信誉。与此同时,我公司更进一步加强各工序半制品的质量控制,从稳定中再提高,减少机械波,提高产品质量。并粗工序是控制和稳定半制品质量及控制机械波的关键工序之一。其周期性疵点(俗称机械波)是造成乌斯特条干CV值波动的关键因素,为保证粗纱质量达到乌斯特公报25%水平,进而努力提高到5%水平,2002年并粗工序积极配合试验室分析原因,制定出攻关目标及措施,相应控制其质量波动,充分发挥职工的主观能动性,群策群力,努力完成攻关目标,使粗纱质量进一步提高。
1机械波产生的原因分析
以CJ14.6tex及T/CJ65/3513tex自用纱为测试对象,对A456型粗纱机各机台逐锭用乌斯特条干仪进行测试,并粗工段将试验室测试后反馈的信息数据及波谱图加以分析、整理、统计,找出了规律性机械波的均在8cm~15cm、40cm~60cm、80cm~100cm中的波长范围中出现,并有重叠和两个长度范围的波峰。
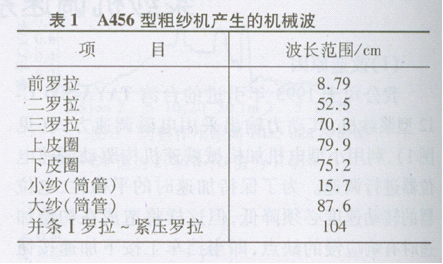
我们从粗纱牵伸回转部件及牵伸传动部件中,计算出的各部件发生质量变异的机械波范围,并加以研究分析(见表1)。
从计算出的各波长范围,相应地找出了造成机械波的根源,们经多次测试,还发现了牵伸区除表l所列内容之外的其他因素也可能造成机械波。
(1)上销弹簧压力不足可造成上销胶圈与下销胶圈握持力不足,胶圈回转时的跳动打顿而出现50cm~80cm的机械波;
(2)牵伸过桥摇臂装配不当,造成齿轮啮合不良,则出现40cm~60em的机械波;(3)粗纱筒管变形弯曲,随着从小纱到大纱直径的变化而出现的13cm~45cm的机械波;
(4)机后三排链传动过松,铁炮皮带损坏,对筒管的卷取造成传动不稳定,也会出现规律性的机械波;
(5)粗纱第一胶辊出现凹坑,则出
2机械波的排除及控制
(1)加强设备维修,利用每日半小时检修及点检卡反映出的问题,对牵伸区内的各部件进行检查、修理;
(2)对各列罗拉的传动齿轮过桥齿轮随各类维修进行检测;如第二罗拉头传动齿数29齿,三罗拉传动齿轮30齿齿轮,过桥摇臂的47齿齿轮。并对自用纱、出口纱的牵伸齿轮在三个月内统一更换,对发现各机台啮合不良,或有侧面磨损现象的齿轮,也要及时更换;
(3)现罗拉缠绕后,必须对该部位进行检查,发现弯曲,除拔掉粗纱按空锭处理外,并对罗拉进行校正后再使用;
(4)加强罗拉的润滑工作,及时更换磨损的滚针轴承;
(5)加强对各类维修及改纺品种时胶辊的调换,维修队长要在上车前,亲自检查一遍胶辊表面,队员按各自范围检查区域内胶辊有无异常,运转值车工交接班前,进行手摸检查,杜绝胶辊跳动及有凹坑现象出现;
(6))加强上销的检查,及时更换弹性差的上销弹簧,检查胶圈有无拉伤及磨损现象,并及时更换,对更换下的异常胶圈,通知胶辊房淘汰。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


