关于赛络纺的理论模型

一、赛络纺的理论模型
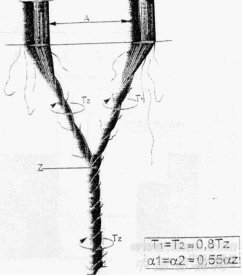
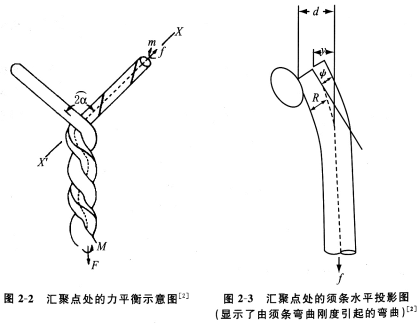
赛络纺中,汇聚点C(图2—1)的位置是由力和扭矩的平衡决定的,如图2—2所示,加捻产生的纺纱张力F和扭矩M与汇聚点以上须条上的作用力f和扭矩m处于平衡状态。
在汇聚点处,须条通过加捻并合;同时,由于汇聚点的抖动,加捻平衡受到干扰,因此须条也具有一定捻度。须条上的平衡捻度大小取决于汇聚点以上须条上的扭矩与并合加捻时成纱中的扭矩之间的平衡。因而,在平衡状态下,须条中的捻度,仅仅取决于并合加捻时的成纱捻度和成纱中须条的螺旋线半径。
Plate和Lappage[1]对赛络纱的表面纤维控制问题进行了研究。研究表明,由于赛络纱中的单纱具有“须条捻度”,使赛络纱的表面纤维被包缠。这进一步表明,在改进的环锭纺细纱机上,有捻须条可并合成双须条的单纱。在两须条的汇聚点处,加捻平衡发生周期性抖动,使得须条的捻度方向不断改变。
 双须条纺纱时,只要汇聚点处的加捻平衡受到干扰,在纱线形成时,须条捻度被捕获。即使在普通的双须条成纱过程中(即加捻平衡无抖动),由于须条中的粗、细节和纺纱张力存在连续随机变化,这导致加捻平衡有细微抖动,因此,须条捻度也会发生相对较少的随机变异。已表明,加捻平衡的周期性抖动,能导致须条捻度相当大的变化。Emmanuel等[2]给出了赛络纺的理论模型,包括:
双须条纺纱时,只要汇聚点处的加捻平衡受到干扰,在纱线形成时,须条捻度被捕获。即使在普通的双须条成纱过程中(即加捻平衡无抖动),由于须条中的粗、细节和纺纱张力存在连续随机变化,这导致加捻平衡有细微抖动,因此,须条捻度也会发生相对较少的随机变异。已表明,加捻平衡的周期性抖动,能导致须条捻度相当大的变化。Emmanuel等[2]给出了赛络纺的理论模型,包括:
1.汇聚点位置
汇聚点位置(图2—2所示)由力和扭矩平衡决定。加捻产生的纺纱张力F和扭矩M与汇聚点以上作用在须条上的张力f和扭矩m达到平衡。
因为两根须条具有一定的弯曲刚度,f的作用线并不通过汇聚点处的须条轴线,由须条张力引起的扭矩不能简单地表示为M=2fRsinα。图2—3表示穿过图2—2中所示的截面XX′的须条平面图。力f对纱
![]()
式中:y,d见图2—3.
因此,合股加捻力矩M由2Mf和须条力矩的垂直分量来平衡,即:
![]()
式中:ψ为f的作用线与须条中心线切线之间的夹角;R为须条半径;α为汇聚角;
2.汇聚点以上须条的捻度
根据扭矩平衡,汇聚点上须条的平衡捻度可表示如下[2]:
![]()
上式可转换为:

式中:β为合股螺旋角;Tp为单位长度的合股捻度。
文章还借助数学分析,来预测当捻度平衡受干扰时,须条上的合股捻度与捻度的增加和下降的速度。
何等[3-5]通过研究,建立了双须条纺纱的准静态模型、线性动力学模型和非线性动力学模型。
已建立了许多静态模型来描述赛络纺纱技术,并借;助于实验数据,使模型与实际接近[3]。何等人的研究表明不需要实验数据,如已知汇聚点或汇聚角等系统参数。这些系统不仅应遵守力:平衡,而且应遵守所有的守恒方程(即质量守恒、动量守恒或能量守恒),这样,准静态模型为自我封闭。
1)力平衡

式中:F,M为汇聚点以下的纱线张力和弹性扭矩;Fi,Mi(i=1,2)为汇聚点以上两须条的张力和弹性扭矩;R1,R2为两须条的半径。
2)动量方程式中:
![]()
式中:m1,m2为两须条的密度;m为成纱密度;υ1,υ2为两须条的速度;υ为成纱速度。
3)质量守恒
![]()
4)能量守恒
![]()
式中:I1,I2,I为惯性系数;ω1,ω2,ω为恒定角速度。
何等[4]同时研究了双须条纱的线性动力学模型。双须条纱的特性主要取决于两须条是如何合并、如何混合的,已证明汇聚点在垂直和水平方向的不同振动频率是主要影响因素。
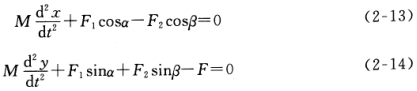
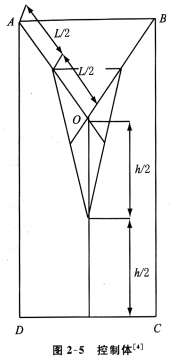
图2—2表示双须条纺纱的不对称状态。由于抖动,汇聚点(图2—4中所示
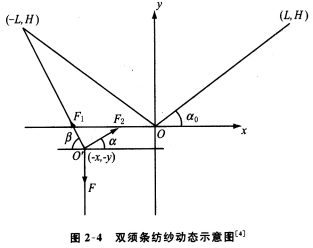
x和y方向的运动方程为:
这里,M为固定控制体ABCD的总质量,如图2—5所示。
对于简单的对称状态,即α1=α2,F1=F2=f=常数,式(2—13)和(2—14)可近似表示为:
式中:ωx和ωy分别为x和t方向的振动频率。
对x和y求解,得:

式中:A和B分别为x和y方向的振幅。
当ωx=ωy时,有
![]()
式中:k=B/A。
式(2—19)表示,汇聚点(O′)总是有回复到其平衡位置(O)的趋向。采用准静态模型,可以得到汇聚点(O′)的不同运动轨迹。该系统的动力学特性主要由汇聚角决定。同时表明,最佳的平衡汇聚角是α0=π/4,在这种条件下,系统的行为与质弹体系统类似。然而,一般而言,动力学系统实质上为非线性。
对于非线性动力学系统[5],x和y方向的运动方程可以表述如下:
这里,仅分析对称状态,即α1=α2,F1=F2=f。当系统处于平衡时:
式中:ωx,ωy,a,b,c均为常数。
最后,可得解如下:
![]()
式中:A和B分别为x和y方向的振幅。
如果2ωx=ωy(即L=2H或
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


