环锭紧密纺生产股线的技术(绮丽紧密赛络纺)
在环锭细纱机牵伸机构的后面加装了负压吸棉及配套机构的纤维密集系统,消除了环锭纺纺纱三角区,形成紧密纺环锭纺纱新技术,开创了环锭细纱机纺纱技术新的发展方向,应用紧密纺环锭纱系统生产的紧密纱,为织造细密高档纯棉精梳织物提供优异的原纱条件,而且扩大了纤维长度的适纺范围。在此基础上绪森公司又研制开发出利用紧密纺纱技术生产紧密纺股线(ELiTwist)纺纱技术,这种新技术在2003年上海国际纺织机械展览会上已向外展出,ELiTwist(绮丽特股线)是双股线,产品质量比其它任何股线生产方法生产的股线都优异,也比紧密纺单纱的质量提高了许多,进一步改进了纺纱纤维的应用价值,生产的紧密纺股线毛羽更少,纱疵少,条干更好,强力也显著增高,是生产高档织物的优质股线的技术,一般可生产60~100英支纯棉精梳纱股线。除此外,利用紧密纺股线的生产技术还可生产紧密纺股线包芯纱,扩大了生产品种。也可生产精梳毛纺股线及化纤股线。
1、普通赛络纺生产双股纱的特点:
为了能直接在环锭细纱机上生产双股纱,过去是在细纱牵伸机构中同时喂入保持一定的距离而平行的双根粗纱,在前罗拉引出时经过一对上皮辊引出并立即被加捻成具有一定捻度的两根纱,然后在股线加捻点合在一起形成复合股线,像赛络纺DVO纺等,都基本是这种方式。从罗拉钳口引出的单纱,由于股线加捻捻度的传递,具有一定的较低的捻度及较高的纺纱张力。两根纱合在一起的加捻三角区的大小,取决于加捻点(见图1),
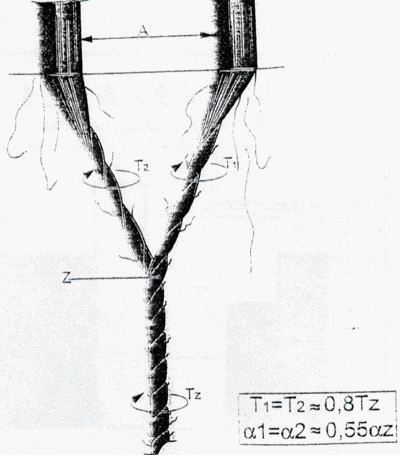
<图1,赛络纺生产股线示意图>
与前罗拉握持点之间的距离及两根纱在前罗拉钳口处相互之间的距离,加捻点越靠近罗拉钳口,纺纱张力越低,两根从前罗拉引出的,纱线的距离A越靠近,两根
两根合股线纱上的捻度(捻回数/米)比合股成线后的捻度要低20%,换句话说,两根合股前单纱上的捻系数约为股线捻系数的一半,这方面已经过数据理论及试验的证实。赛络纺纺纱中,纤维在牵伸系统中的损失以及在形成两根单纱之前散失的很多,主要因为两根单纱从前罗拉引出后捻度较低,甚至会引起一根单纱断头,而只有另一根纱卷绕在纱管上,即使在加捻三角区中配备了检测系统,在短纤维纺纱系统中,这种传统的监控方法却制约了纺纱速度的提高。
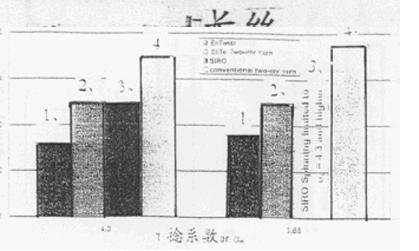
2、 ELiTwist(绮丽紧密赛络纺)的纺纱原理:
享有专利的ELiTwist工艺技术,可以减少加捻三角区,从而可以消除以上观象,当纤维束离开前罗拉时并先通过负压气流控制纤维聚集区,聚集后的两束纤维获得较为紧密的结构,相互间距离很小,在集聚区纤维形成v型排列,经过集聚区后纤维不再有纺纱三角区,继而不会产生纤维从纱线中分离出来或被嵌入到另一根纱中的观象。加捻时,加捻点两根纱之间没有距离,从加捻点很容易将捻度传递到两根单纱上:而不需要克服任何阻力,使捻度很容易到达前罗拉钳口线,两组纤维束间可保持很近,使加捻点距一对前罗拉握持点距离很小,在短纤维纺纱中这个距离仅4-5毫米,主要取决于纺纱张力,图2所示为赛络纺纺纱三角区的几何尺寸,而EliTwist两根单纱合成股线的三角区却小的多,两种纱具有同样支数,同种类的纱及纺纱特性。
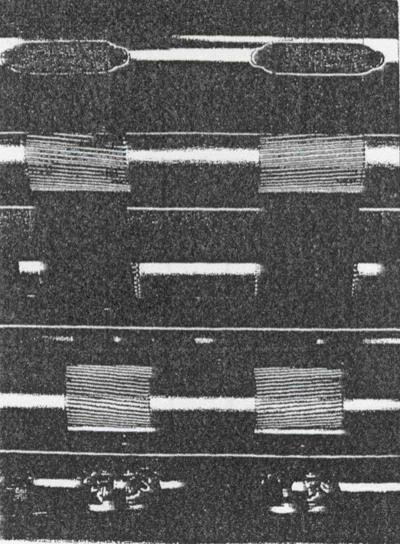
<图2、紧密纺纱技术生产单根紧密纱>
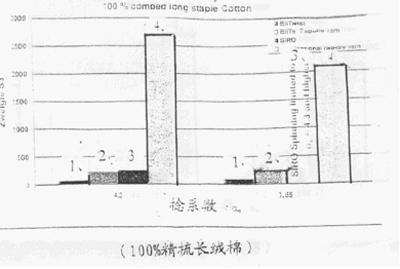
在传统的赛络纺中可清楚的看到许多飞花,而ELiTwist,几乎所有的纤维都纺成纱而不会有飞花产生,两者之间的差距是很明显的
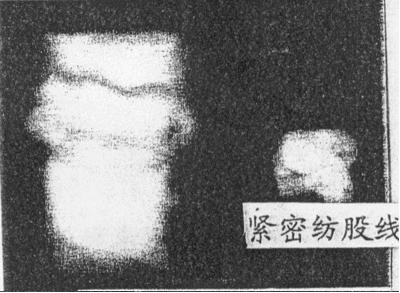
<图3,紧密纺生产股线与赛络纺生产股线飞花量的比较>
普通的纺纱加捻产生的飞花很多,而ELiTwist的飞花则很少,这还不包括普通纱线加捻时散失在周围空气中的纤维及灰尘,ELiTwist工艺生产的纱,具有新的结构,具有聚集及合股线两个方面的优点,ELiTwist纱的表面及外观可与紧密纺单根纱相比较,聚集纺股线比聚集纺单纱,具有更清晰的表面结构及紧密的状态,而且在两根紧密纺单纱捻度相同条件下ELiTwist股线会具有更高加捻趋势,图4为ELiTwist与普通股线的对比
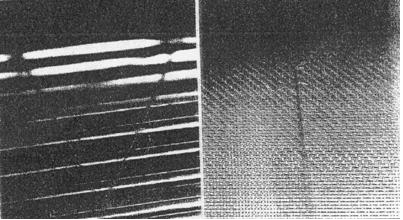
<图4、与普通股线的比较(右为普通股线)> 包括赛络纱ELiTwist双股纱及Elite单纱。
在工厂实际主产中ELiTwist比普通股线生主具有许多优点,ELiTwist生产不需要对加捻三角区的监控系统,对于短纤维原料紧密纺纱合股不会发生其中一根中断,即使产生一根断头,也会立即自动将头接起来。
这种精细的纺纱方法还可在纺纱三角区中心喂入一根长丝,即直接在加捻点喂入一根长线。从而形成理想的包芯纱(图5)
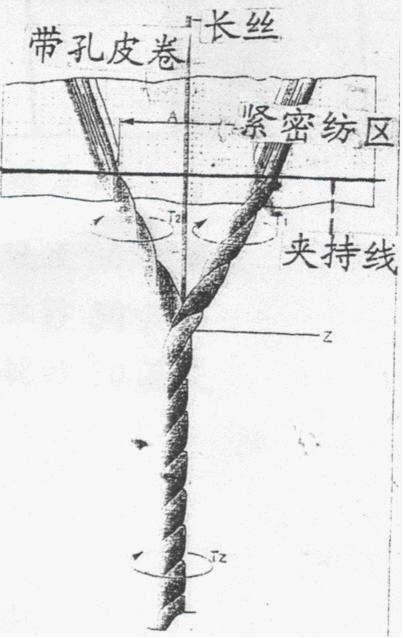
<图5,紧密纺纱技术生产股线包芯纱>
但也可以平行喂入一根附加的线到一根或二根捻线前的单纱上,形成包芯纱。
3、纺纱结果:
ELiTwist紧密纺股线纺纱机的运转性能很好,与单纱紧密纺没什么区别,加捻时像钢丝圈速度都是一样的。
为了对比ELiTwist股线及单纱的性质,两种生产股线及单纱的紧密纺都是用长绒棉。
4、试验结果分四种对比方案:
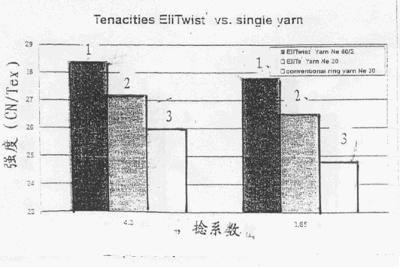
4.1ELiTwist60/2英支及
4.2应用ELiTe单纱生产60/2英支股线及100/2英支股线;
4.3噻络纺生产60/2英支及100/2英支股线;
4.4ELiTwist60/2英支与普通环锭30英支及ELiTe紧密纺30英支单纱。
5、这些试验对比结果归纳如下:
5.1 所有数各种纱线捻系数范围a=4.6-3.3,试验表明ELiTwist在所有主要纱线性质中最好,对于股线的比较,赛络纺在捻系数低于3.95时不能进行生产。捻系数为4.3时普通细纱机生产的股线100/2英支完全不能进行。
5.2 ELiTwist股线的性质类似于普通捻线或紧密纺单纱的性质,在充分利用纤维的条件下,
ELiTwist生产的纱具有在任何支数范围内强力高的优点,甚至还可以生产较细的纱支。
5.3 综合ELiTwist股线生产的优点是纱线的强力高性,包括断裂功、断裂伸长、最低断裂负荷及断裂负荷偏差(图6)。
<图6,紧密纺股线英支100/2、毛羽比较>
5.4 ELiTwist的毛羽具有较高水平,试验表明ELiTwist股线的毛羽改进很大,乌斯特毛羽H值(图7)、
<图7Zweigle S3 毛羽对比 英支 100/2>表明ELiTwist纱线的毛羽很少。
ELiTwist纱线外观与紧密纺单纱外观不仅相似而且还要好,将ELiTwist与相对应的单纱支数相比较,
<图8、紧密纺股线强度>及纱疵(图9)
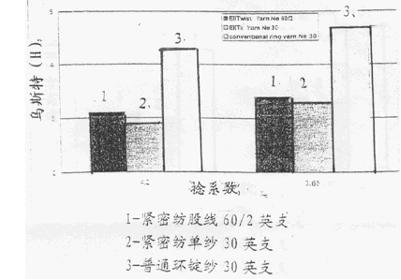
<图9、紧密纺股线乌斯特毛羽值(H)>
的改进都是很显著的。
6、ELiTwist技术及生产数股线基本特征:
ELiTwist可充分利用纺纱纤维数特性是其它各种纺纱系列所不能比拟的。
其它特征如下:
具有非常光滑的表面结构,紧密纱线横截面是圆形的;纱线均匀度很高;在牵伸体系中,一对前罗拉上可减少纤维的损失;毛羽特别少,尤其长毛羽(S3>3毫米);断裂负荷高,伸率大,断裂功高;纱线表面光滑,抗摩擦性好;起球少;纱线捻系数低;钢丝圈速度不受限制,可适当提高;制造成本可减少50%(与普通捻线相比较);在许多品种生产中节约甚至不需要浆料;接头时无干扰,无故障很顺利。
与标准EliTe紧密纺纱相比较,ELiTwist的上皮辊摩擦损失程度只有EliTe紧密纺纱的1/2。因为每个磨损周期中纱的产量是双倍的。
ELiTwist的特性好最适于在高产喷气织机上加工。
对于生产两股包芯纱ELiTwist的产量也是增加的,而且包芯中长丝比例可以减少,长丝经由加捻点喂入,被ELiTwist两个纱完全包复,避免裸体丝疵点发生,同时锭子速度亦可提高。
结语及展望:
ELiTwis
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


