紧密纺原理及特征分析
|
|
所谓紧密纺技术是在环锭精纺机上开发的一种新型装置,在精纺机牵伸装置前增加了一个纤维凝聚区,消除了前罗拉至加捻点之间的纺纱三角区,因而消除了三角区对成纱表面结构(特别是毛羽)、纱线强力和弹性,纺纱运行性能(断头)和游离飞花(环境洁净度)等的影响。
具体说来就是在传统细纱机前罗拉前面设计了一个由异形截面吸管、网格多孔胶圈和输出上罗拉组成的负压凝集区,有效控制纤维,特别是边纤维和浮游纤维的产生,从而消除了纺纱三角区,使棉纱的起毛现象大为减少,棉结减少30%,毛羽比环锭纺减少70%,提高成纱强力约达10%,且棉纱结实,加工过程中飞花少,为後道加工工序提高织物质量、减少上浆负担、取消烧毛等创造了条件。目前全球安装数已超过100万锭,技术优势可窥一斑。
在同一原棉条件下紧密环锭纱比普通环锭纱质量好、产量高、捻度低、原料应用范围广,生产同样的纯棉纱可适当降低配棉等级和生产成本。例如生产30英支纱可减少精梳落棉量达20%,而纱线质量及外观仍然完好。
但是,紧密纺在中国和世界的发展并不乐观。这是因为首先紧密纺设备的投资特别大,而且对操作人员的要求又高,更令人不可思议的是紧密纺设备所纺的纱在欧洲所买的价格几乎与普通纱一样。因此,纺织企业在投资紧密纺设备一定要理性,一定要根据自身的情况,自身的市场来合理的投资
毛羽是预测纱线性能的主要指标之一,它是影响纱线后加工及其产品档次的主要因素。必须指明:并不是所有伸出纱体的毛羽都是有害的。相反,为保证纺织品的特点,一定量的毛羽反而是必需的。然而,所有长度超过3mm.的毛羽都会给后道加工和织物质量带来很大危害。
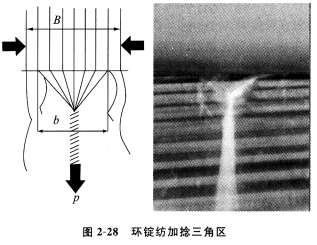
在传统环锭纺过程中,从牵伸系统出来的纤维束即达到了所纺
一、紧密纺原理[42-43]
消除加捻三角区是提高纱线强度、降低纱线毛羽和飞花的有效方法,如图2—29所示。此时,须条宽度接近所纺纱线的直径,纤维在须条内伸直平行排列,且相互间排列紧密,基本不存在加捻三角区和边缘纤维。当紧密纺须条加捻成纱后,纱线毛羽量大幅降低,如图2—30所示。

为在环锭纺纱机上达到这些要求,需要在牵伸系统后面增加一个凝聚区,它通常由带狭槽的异形截面吸管和多孔网格皮圈组成或者由多孔辊筒和辊筒内带长槽的异形截面吸管组成,以及其他的凝聚装置。异形截面吸管内呈负压状态,异形截面吸管的每个纺纱位置都有一个长槽。当纤维须条离开前罗拉钳口时,它们就被长槽头端的负压气流控制,并被压向网格皮圈或多孔辊筒的表面;在贝压的吸引下,纤维须条沿着长槽运行至长槽的尾端。纤维须条在整个长槽长度上都受到负压控制,使各根纤维紧密排列。
在凝聚过程中,纤维最好为伸直状态,这样才有利于提高长槽区域负压对须条的凝聚效果。异形吸管上的长槽也最好与纤维流的方向呈一定的角度,如图2—31所示。
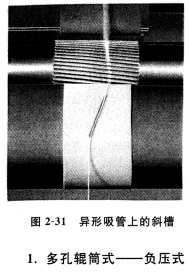
长槽的倾角使通过长槽的纤维束受到一个横向的力,从而使须条绕自身的轴旋转。其结果是纤维头端紧贴须条,并最终使纤维须条达到完美的凝聚效果。加捻三角区几乎不存在。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


