真捻加捻原理
一、真捻的获得和形成过程
(一)真捻的获得有如下三种:
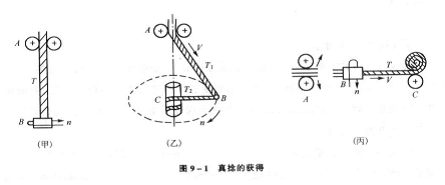
(二)真捻的形成过程
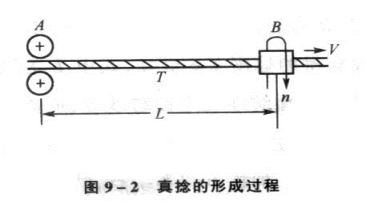
稳定捻度可定义为:加捻器单位时间内加给纱条某区段的捻回数等于同一时间内自该区带出的捻回数,通常称此为稳定捻度定理。
二、真捻成纱的实质
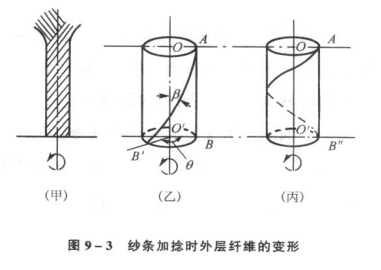
须条上获得真捻后,其外层纤维便产生倾斜的螺旋线捻回,纤维扭转变形,纱条紧密抱合,改变了纤维集体的结构形态和机械物理性质,如图9-3(甲)所示。
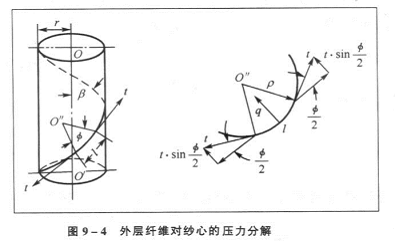
为了简要说明真捻加捻的实质,现取纱条一小段纤维l作分析,如图9-4所示。
真捻成纱的实质:
当对纱条存在包围角时,纤维对纱条便有向心压力,包围角越大,向心压力越大。由于向心压力的存在,使外层纤维向内层挤压,增加了纱条的紧密度和压力越大。由于向心压力的存在,使外层纤维向内层挤压,增加了纱条的紧密度和纤维间的摩擦力,从而改变了纱条的结构形态及其物理机械性质,这就是真捻成纱的实质。
三、真捻的度量
(一)捻度
纱条相邻截面间相对回转一周称为一个捻回,单位长度纱条上捻回数称为捻度,当采用线密度制时,以捻回数/cm表示,但实际生产中多用10cm的捻回数表示。
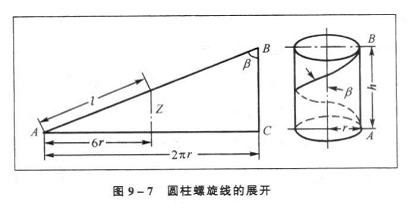
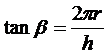
(三)捻幅
单位长度的纱线加捻时,截面上任意一点在该截面上相对转动的弧长,称为捻幅。
四、捻回的传递、捻陷和阻捻
(一)捻回的传递
图9-10所示,A为纱条喂入点,纱条以速度V自A向C运动,C为加捻点。
(二)捻陷
若在图9-10中须条的喂入点A与加捻点C之间有一机件B与纱条接触,由于B对纱条有摩擦阻力,在一定程度上阻止了捻回自C向A的正常传递,结果使T1<T2,B点的阻力越大,AB段的捻回越少,这种现象称为捻陷,B为捻陷点。
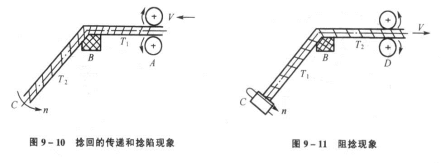
(三)阻捻
(四)捻陷与阻捻对加捻区内捻度分布的影响
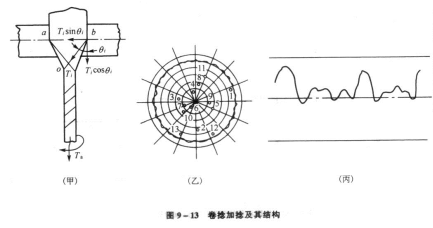
<五、真捻的加捻结构
(一)卷捻
如图9-13(甲)所示,加捻时,前罗拉钳口处的须条围绕自身轴线回转,须条宽度逐渐收缩,两侧折叠且逐渐卷入纱条中心,形成加捻三角形oab。
(二)实捻
实捻加捻前的须条呈实体的近似圆柱形,加捻后纱条中的纤维或单丝大多呈圆柱形螺旋线,很少有圆锥螺旋线。转杯纺纱和长丝束或股线的加捻结构属于实捻。
(三)层捻
层捻是指散纤维的凝聚不是在加捻前,而是与加捻同时进行的,即纱尾一边加捻一边凝聚纤维,凝聚一层加捻一层,先凝聚的加捻多,后凝聚的加捻少,从而形成捻度分层结构的一种加捻方法。纱中的纤维呈圆锥形螺旋线的机会很少。
摩擦纺纱的纱条加捻结构属于层捻。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


