罗拉牵伸的基本原理
一.牵伸概述
(一)实现牵伸的条件
在纺纱过程中,将须条抽长拉细的过程称为牵伸(drafting)。须条的抽长拉细是须条中纤维沿长度方向作相对运动的结果,所以牵伸的实质是纤维沿须条轴向的相对运动,其目的是抽长拉细须条到达规定的线密度。在牵伸过程中由于纤维的相对运动,使纤维得以平行、伸直,在一定条件下,也可以使产品中的纤维束分离为单纤维。
并条机的牵伸机构由罗拉和皮辊组成牵伸钳口。每两对相邻的罗拉组成一个牵伸区,在每个牵伸区内实现牵伸的条件是:
(1) 每对罗拉组成一个有一定握持力的握持钳口。
(2) 两个钳口之间要有一定的握持距,这个距离稍大于纤维的品质长度,以利于牵伸的顺利进行,并可以避免损伤纤维。
(3) 两对罗拉钳口之间应有速度差,即前一对罗拉的线速度应大于后一对罗拉的线速度。
(二)机械牵伸与实际牵伸
须条被抽长拉细的倍数称为牵伸倍数。用牵伸倍数可以表示牵伸的程度。如图5-3-1所示为牵伸作用示意图。
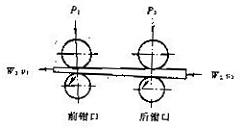
图5-3-1牵伸作用示意图
设各对罗拉之间不产生滑移,则牵伸倍数E可以用下式表示:
E=V1/V2 (5-3-1)
式中;V1―――――表示罗拉输出速度;
V2―――――表示罗拉喂入速度。
假设在牵
即V1×W1=V2×W2 ,E=V1/V2=W2/W1 (5-3-2)
式中:W1―输出产品单位长度的质量;
W2―喂入产品单位长度的质量。
实际上,牵伸过程中有落棉产生,皮辊也有滑溜现象,前者使牵伸倍数增大,后者使牵伸倍数减小,因而,不考虑落棉与皮辊滑溜的影响,用输出、喂入罗拉线速度求得的牵伸倍数,称为机械牵伸倍数或计算牵伸倍数;考虑了上述因素求得的牵伸倍数称为实际牵伸倍数。
实际牵伸倍数可以用牵伸前后须条的线密度或定量之比求得。
E/ =Tt2/Tt1=W2//W1/ (5-3-3)
式中:E/―实际牵伸倍数;
W1/―输出产品的定量;
W2/―喂入产品的定量;
Tt1―输出产品的线密度;
Tt2―喂入产品的线密度。
实际牵伸倍数与机械牵伸倍数之比称为牵伸效率η。即:
η=E//E×100% (5-3-4)
在纺纱过程中,牵伸效率常小于1,为了补偿牵伸效率,生产上常使用的一个经验数值是牵伸配合率,它相当于牵伸倍数的倒数1/η。为了控制纺出纱条的定量,降低重量不匀率,生产上根据同类机台,同类产品长期实践积累,找出牵伸效率变化规律,然后在工艺设计中,预先考虑牵伸配合率,由实际牵伸与牵伸配合率算出机械牵伸,从而确定牵伸变换齿轮,即能纺出符合规定的须条。
(三)总牵伸倍数与部分牵伸倍数 一个牵伸装置,常由几对牵伸罗拉组成,从最后一对喂入罗拉至最前一对输出罗拉间的牵伸倍数称为总牵伸倍数;其相邻两对罗拉间的牵伸倍数称为部分牵伸倍数。
<总牵伸倍数:E=v1/v4 。
将三个部分牵伸倍数连乘,则
E1×E2×E3=(v1/v2)×(v2/v3)×(v3/v4)=v1/v4=E (5-3-5)
即总牵伸倍数等于各部分牵伸倍数的乘积。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


