影响伸直平行效果的主要因素
实践证明,影响纤维伸直平行效果的主要因素有牵伸倍数及牵伸分配,牵伸型式,罗拉握持距和罗拉加压及工艺道数等。
1.牵伸倍数及牵伸分配
牵伸倍数的大小对于弯钩纤维的伸直效果有直接关系。弯钩纤维的伸直度可以用伸直系数η来表示。
η=主体部分的长度/纤维的实际长度
经过牵伸后,弯钩纤维的“主体”部分长度增大,“弯钩”部分长度减小,伸直系数相应增大。若用η表示伸直作用开始前的伸直系数,η/表示伸直作用结束后的伸直系数,则η/>η。
各种牵伸倍数下前弯钩纤维的伸直效果,可以用函数图像来表示,如图5-3-15所示。横坐标表示牵伸倍数,纵坐标表示伸直系数η/,各条曲线表示各种原始伸直系数的纤维在不同牵伸倍数下的伸直效果。图像共分为三个区。第①区表明牵伸倍数较小(E<3)时,伸直效果随牵伸倍数的增大而提高;第②区表示牵伸倍数增大(E>3)时,伸直效果先增后减,总的伸直效果不明显;第③区表示牵伸倍数更大(E>4~6)时,各线段趋于水平,即η/=η,无伸直效果。
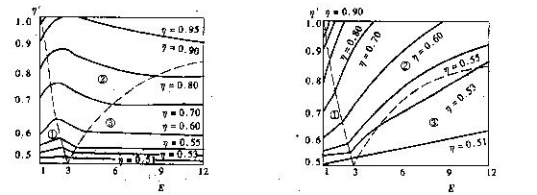
图5-3-15前弯钩纤维伸直效果的函数图像 图5-3-16后弯钩纤维伸直效果的函数图像
各种牵伸倍数下后弯钩纤维的伸直效果,也可以用函数图像表示,如图5-3-16所示。图中①、②、③三个区域的图像表明各种原始伸直系数的后弯钩纤维,经牵伸后,其伸直系数都随牵伸倍数的增大而提高。即牵伸倍数越大,后弯钩纤维的伸直效果越好。
从以上的分析可见,牵伸对伸直后弯钩有利,且牵伸倍数越大,对后弯钩纤维的伸直效果越好;而对于伸直
由于梳棉生条中大部分纤维呈后弯钩状态,条子从条筒中引出后每经过一道工序,纤维发生一次倒向,所以使喂入头道并条机的生条中前弯钩纤维居多,喂入二道并条机的半熟条中后弯钩纤维居多。因此,在头道并条的后牵伸区采用较小的牵伸倍数(1.06~2.00),有利于前弯钩伸直;在二道并条的主牵伸区采用较大的牵伸倍数,有利于后弯钩的伸直。并条机道数间的牵伸配置采用头道小二道大,有利于消除后弯钩,可提高纤维的伸直度。
2.牵伸型式
不同的牵伸型式,其牵伸区具有不同的摩擦力界分布,对须条牵伸能力和弯钩伸直作用不同。曲线牵伸和压力棒牵伸,由于加强了牵伸区后部的摩擦力界,对纤维的控制力加强,且主牵伸区牵伸倍数增大,对纤维伸直作用较好。
3.工艺道数
由于细纱机是伸直纤维的最后一道工序,且牵伸倍数最大,有利于消除后弯钩,因此为了使喂入细纱机的粗纱中后弯钩纤维为主,在普梳纺纱工艺中,梳棉与细纱之间的工艺道数应符合“奇数原则”,这样有利于弯钩伸直。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


