整经工艺与质量控制
一、分批整经工艺
(一)分批整经工艺流程
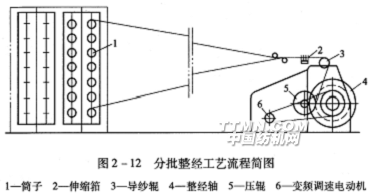
图2—12所示为分批整经的工艺流程简图,锥形筒子1放置在筒子架上,经纱从筒子l上引出,经过筒子架上的张力器、导纱部件及断头自停装置后,被引到整经机的车头,通过伸缩筘2后形成排列均匀、幅宽合适的片状经纱,再经导纱辊3,卷绕在整经轴4上。整经轴4由电动机直接传动,压辊5以规定的压力紧压在整经轴上,使整经轴获得均匀适度的卷绕密度和圆整的外形。在压辊5或导纱辊3上装有测长传感器,为线速度测量和计长采集信息,当卷绕长度达到工艺规定的整经长度时,计长控制装置发动关车,等待进行上、落轴操作。
(二)分批整经工艺设计
分批整经工艺设计的主要内容为整经张力、整经速度、整经根数、整经长度、整经卷绕密度等项内容。
1.整经张力线从筒子上退绕下来一直到卷绕到整经轴的过程中,经受了由气圈运动、张力装置、导纱部件、空气阻力等产生的机械作用,使纱线张力逐步增加。整经张力与纤维材料、纱线线密度、整经速度、筒子尺寸、筒子架形式、筒子分布位置及伸缩筘穿法等因素有关。工艺设计应尽量保证单纱张力适度、片纱张力均匀。单纱张力过大,会引起经纱强力及弹性损失使后道工序特别是织机上经纱断头增加。单纱张力过小,使整经轴卷绕密度降低,绕纱量少,且易造成经轴成形不良。片纱张力不匀会影响浆纱生产和浆轴质量,并在织机上产生开口不清、“三跳”织疵等种种疵病。
整经张力通过张力装置工艺参数(张力圈质量、弹簧加压压力、摩擦包围角等)以及伸缩筘穿法来调节。
2.整经速度选择的整经速度应使整经机具有较高的效率,一般情况下,随着整经速度的提高,纱线断头将会增加,影响整经效率。若断头率过高,整经机的高速度就失去意义。高速整经条件下,整经断头率与纱线的纤维种类、原纱线密度、原纱质量、筒子卷
目前整经机的速度已超过1000m/min,在使用自动络筒机生产的筒子时,整经速度一般选用600m/min以上。当整经轴幅宽大,纱线质量差,纱线强力低,筒子成形差时,速度可设计稍低一些。
3.整经根数整经轴上纱线排列过稀会使卷装表面不平整,从而使片纱张力不匀。因此,整经根数的确定以尽可能多头少轴为原则,根据织物总经根数和筒子架最大容量,计算出一批经轴的最少个数,然后再分配每个经轴的整经根数。为便于管理,各轴整经根数要尽量相等或接近相等。
整经轴盘片间距为1384mm时,棉纱的整经根数如表2一1所示。其他纤维的整经根数可参考此表。
表2—1棉纱分批整经根数
纱线线密度(tex) |
每轴经纱根数(根) |
粗特(92以上) |
360~460 |
中特(2l~32) |
400~480 |
细特(20以下) |
420~500 |
一次并轴时总经根数与轴数的关系为:
![]()
式中:M—织物总经根数;
n—一次并轴的轴数;
z——各轴整经根数的平均值。
4.整经长度整经长度的设定依据是经轴的最大容纱量,即经轴的最大绕纱长度。经轴最大绕纱长度可由经轴最大卷绕体积、卷绕密度、纱线线密度和整经根数求得。整经长度应略小于经轴的最大绕纱长度,并为织轴上经纱长度的整数倍,同时还要计及浆纱的回丝长度以及浆纱伸长率。
5.卷绕密度经轴卷绕密度的大小影响到原纱的弹性、经轴的最大绕纱长度和后道工序的退绕
表2—2分批整经经轴卷绕密度
纱线种类 |
卷绕密度(g/cm3) |
纱线种类 |
卷绕密度(g/cm3) |
19rex棉纱 |
0.44-0.47 |
14texx2棉线 |
0.50-0.55 |
14.5tex棉纱 |
0.45—0.49 |
19tex粘纤纱 |
0.52—0.56 |
lOtex棉纱 |
0.46~0.50 |
13tex涤/棉纱 |
0.43—0.55 |
二、分条整经工艺
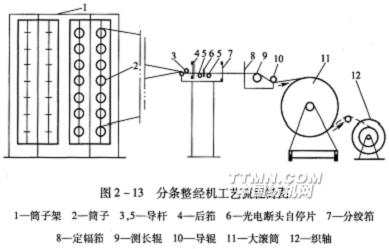
(一)分条整经工艺流程分条整经机工艺的流程简图如图2—13所示。经纱从装在筒子架1上的筒子2上引出,经过张力装置进入一对导杆3,穿入后筘4,经过导杆5及光电断头自停片6、分绞筘7、定幅筘8,形成排列及幅宽符合要求的经纱条带。再经测长辊9、导辊10卷绕到大滚筒11上。待所有的条带都卷绕到大滚筒上之后,再通过倒轴将全部经纱同时卷绕到织轴12上,纱路行径如图中的虚线所示。
(二)分条整经的工艺设计
分条整经工艺设计包括整经张力、整经速度、整经条带数、整经条宽、定幅筘每齿穿人数、整经长度、斜度板锥角计算等内容。
1.整经张力分条整经的整经张力设计分大滚筒卷绕和织轴卷绕两个部分。
大滚筒卷绕时,整经张力的
表2—3分条整经经轴的卷绕密度
纱线种类 |
卷绕密度(g/cm3) |
棉股线 |
0.50—0.55 |
涤/棉股线 |
0.50~0.60 |
粗纺毛纱 |
0.40 |
精纺毛纱 |
0.50—0.55 |
毛涤混纺纱 |
0.55—0.60 |
2.整经速度受换条、再卷等工作的影响,分条整经机的效率比分批整经机低。据统计,分条整经机整经速度(大滚筒线速度)提高25%,生产效率也仅仅增加5%,因此,它的整经速度提高就显得不如分批整经那么重要。
新型分条整经机的设计最高速度为800m/min,实际使用时则远低于这一水平,一般为300—500m/min。纱线强力低、筒子质量差时应选用较低的整经速度。
3.整经条带数在条格及隐条织物生产中,整经条数n为:
![]()
式中:M——织轴总经根数;
Mt——每条经纱根数;
Mb——两侧边纱根数总和。
每条经纱的根数Mt系每条所整的花数与每花配色循环数之积,应小于筒子架的容量。第一和最后条带的经纱根数还需修正:
(1)加上各自一侧的边纱根数。
(2)对应n取整数后多余或不足的根数做加、减调整。
4.整经条宽整经条宽即定幅筘中所穿经纱的幅宽,整经条宽为:
![]()
式中:Kt——条带宽度;
KZ——织轴宽度;
M——织轴总经根数;
Mt——每条带的经纱根数。
由于第一和最后的条带纱线根数与中间的条带不同,因此条带的宽度也不相同。
5.定幅筘每齿穿入数
式中:Cm——每筘齿穿入经纱根数;
Mt——每条带的经纱根数;
Kt——条带宽度;
H——筘号。
每筘齿穿人经纱根数一般以大滚筒上纱线排列整齐、筘齿不损伤纱线为原则。
6.整经长度整经长度为:
![]()
式中:L——整经长度;
lmp——每匹织物用纱长度;
np——织轴卷绕的匹数;
ls——织机的上机回丝长度;
l1——织机的了机回丝长度。
7.斜度板锥角与导条器移动速度的配合在分条整经机用大滚筒卷绕纱线的过程中,为了保证良好的卷绕成形,条带的倾斜角应该与斜度板的倾斜角相同。第一条带以滚筒的锥形斜面为支撑,第二条带以第一条带为支撑,依次类推。滚筒每转一转,导条器上的定幅筘带动纱线条带向左横移一定距离,形成的纱层横截面应为平行四边形,如图2—14所示。
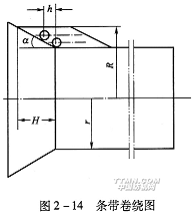
通过控制导条器的横移距离h和斜度板倾角α,可以控制条带的卷绕成形,两者关系为:
![]()
式中:R—
r——大滚筒半径,cm;
H——卷绕一个条带过程中定幅筘的动程,cm;
α——大滚筒倾斜板倾角;
n——卷绕一个条带过程中大滚筒的转数;
h——大滚筒一转期间定幅筘移动的距离,cm。
为保证条带在滚筒上有良好的成形,斜度板倾角α一般为10°~25°。如果纱线特数较高,则条带不易塌落,α可以大一些。如果纱线比较光滑,为了使条带稳定,宜采用较小的α。表2—4为选用不同原料时α的推荐值。
表2—4斜度板倾角的选择
纱线原料 |
纱线间摩擦系数 |
α的最大值(°) |
棉 |
0.27—0.50 |
15—26.5 |
锦纶 |
0.42 |
23 |
涤纶 |
0.40 |
22 |
腈纶、维纶 |
0.35 |
19 |
羊毛 |
0.32 |
17.5 |
粘胶纤维 |
0.24 |
13.5 |
涤纶低弹丝 |
0.20—0.30 |
11—16 |
在有些分条整经机上,大滚筒斜度板的倾角
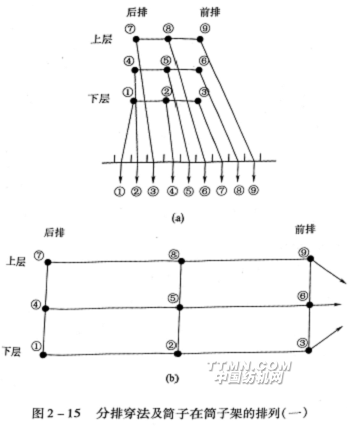
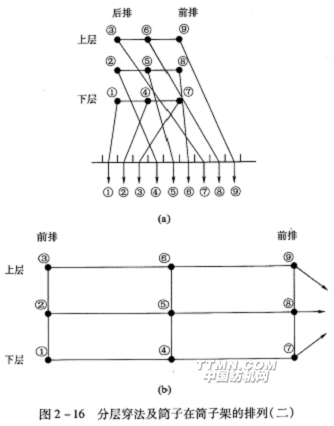
8.经纱在筒子架上的排列方法整经时卷绕到织轴上的经纱,必须按照织物设计的经纱配色循环排列。色纱筒子在筒子架的排列方法与经纱穿人后筘的方法有关,在图2—15(a)所示的分排穿法中,为了获得①、②、③……的经纱排列顺序,在筒子架左侧的色纱筒子排列方法是:从下层到上层、从后排到前排,如图2—15(b)所示。由于引自筒子架左右两侧的经纱在后筘的穿法对称,因此筒子在筒子架右侧的排列顺序为:从上层到下层、从前排到后排。在图2—16(a)所不的分层穿法中,在筒子架左侧的筒子排列方法是:从后排到前排、从下层到上层,如图2—16(b)所示。同样道理,筒子在筒子架右侧的排列顺序为:从前排到后排、从上层到下层。
三、整经质量控制
整经质量包括卷装中纱线质量和纱线卷绕质量两个方面,整经的质量对后道加工工序影响很大,因此抓好整经质量是提高织物质量和织造生产效率的关键。
(一)纱线质量
为了保证整经后纱线的整体质量,经过前道工序加工的经纱的质量必须符合一定的要求。而纱线经过整经加工后,在张力的作用下发生伸长,其线密度、强力和断裂伸长均有减小趋势。为保持纱线原有的物理机械性能,整经时纱线所受张力要适度,纱线通道要光洁,尽量减少纱线的磨损和伸长。
采用轴向退绕方式,纱线从固定的筒子上退绕下来,其捻度会有改变。筒子退绕一圈,纱线上就会增加(z捻纱)或减少(s捻纱)一个捻回。随着筒子退绕直径减小,纱线的捻度变化速度加快。而采用侧向退绕方式的纱线捻度没有变化。研究表明,在正常生产情况下,整经后纱线的物理机械性能无明显改变。
(二)纱线卷绕质量
良好的纱线卷绕质量表现为整
1.经纱长短不一由于测长装置失灵和操作失误造成的各整经轴卷绕长度不一的疵点。在分条整经中指的是各整经条带长度不一致。经纱长短不一疵点增加了浆纱或织造的了机回丝。
2.卷装成形不良由于筒子的退绕张力不匀、伸缩筘纱线分布不匀、筘齿齿隙不匀、经轴对滚筒的压力不匀造成。
3.片纱张力不匀因张力装置作用不正常或其他机械部件调节不当等原因所引起的整经疵点。整经加工所造成的纱线张力不匀在浆纱过程中不可能被消除,遗留到织机上会产生开口不清、飞梭、织疵等一系列弊病,严重影响布面质量。在浆纱工序中,整经轴纱线张力不匀也会导致浆轴上纱线倒、并、绞头等疵点。
4.绞头、倒断头、搭接头由于断头自停装置失灵,整经轴不及时刹车,使断头卷入;有的是挡车工操作不良,没有及时处理断头,或是接错头和把断头纱任意搭在一旁造成的整经疵点,它是影响浆纱工序好轴率的主要因素。分条整经的织轴绞头、倒断头使织机开口不清,影响布机效率,增加织疵。
5.嵌边、塌边和破边整经轴或织轴的边盘与轴管不垂直,伸缩筘左右位置调整不当,边纱缠绕过紧,或分条整经机倒轴时对位不准,都容易引起整经轴或织轴的嵌边、塌边和破边疵点。在后道浆纱并轴时造成边纱浪纱,织造时形成豁边坏布。
由于操作不善,清洁工作不良,还会引起错特、杂物卷入、油污、滚绞、并绞、纱线排列错乱等各种整经疵点,对后加工工序产生不利影响,降低布面质量。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


