整经张力
整经筒子上的纱线一般为轴向退解,通过张力器、导纱部件、断纱自停装置直至卷绕到整经轴(或整经大滚筒)上,经受了由气圈运动、张力装置、导纱部件、空气阻力等产生的机械作用,使纱线张力逐步增加,达到工艺设计规定的整经张力数值。
整经张力涉及单根纱线的张力和整片经纱的张力。单纱张力应当适度,张力过大,会引起经纱强力及弹性损失,后道工序中,特别是织机上经纱断头增加。单纱张力过小,使整经轴卷绕密度降低,绕纱量少,且易造成经轴成形不良。片纱张力应均匀,片纱张力不匀会影响浆纱生产和浆轴质量,并在织机上产生开口不清、“三跳”织疵等种种弊病。因此,后续各道工序的生产效率、产品质量在很大程度上取决于纱线的整经张力状况。
下面对除张力装置外的几个影响整经张力的因素以及均匀片纱张力的措施进行分析。
一、筒子纱退绕张力
纱线从固定的筒子上高速退绕时,在导纱孔和筒子上纱线分离点之间形成气圈。在导纱孔处,这段纱线的张力取决于纱线对筒子表面粘附力、纱线在筒子表面摩擦滑移所产生的摩擦阻力、退绕纱圈的运动惯性力、空气阻力以及气圈引起的离心力等。
图2-13所示为导纱孔处纱线的张力变化曲线。图2-13(a)组曲线反映了相同整经速度

(a)(b)
图2-13导纱孔处纱线张力曲线
条件下,不同纱线线密度对纱线张力的影响,线密度越大,纱线张力也就越大。图2-13(b)组曲线反映了相同纱线线密度条件下,不同整经速度对纱线张力的影响,速度越高,纱线张力就越大。两组曲线都表明了。纱线张力作周期性的变化,变化周期对应于筒子上两层纱线的退绕;退绕点位于筒子底部(大端)时,由于纱线未能完全抛离筒子表面,致使摩擦纱段较长,增加了纱线分离点的张力,因此纱线退绕张力最大并对应于曲线的波峰;退绕点位于筒子顶部(小端)时,摩擦纱段很短
通常筒子处于平置的工作状态,当退绕点位于筒子圆锥表面下半部分时,由于纱线自重的作用纱线比较容易抛离筒子表面,从而摩擦纱段较短,纱线的退绕张力较小。反之,当退绕点位于上半部分时,则纱线退绕张力较大。为减少这种张力差异,在筒子架的安装保养工作中,规定筒子锭座的中心线应通过导纱孔垂直下方15±5mm处,如图2-14所示。
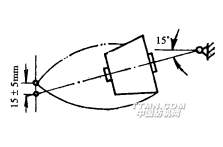
图2-14筒子锭座与导纱孔相对位置
生产中,整经速度的提高可提高设备效率,但也会增加整经张力及整经张力不匀,从而增加整经断头,恶化整经质量,降低整经设备效率。图2-15表明,随整经速度提高,气圈顶
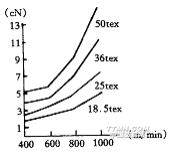
图2-15纱线退绕平均张力与整经速度的关系
点的导纱孔处纱线退绕平均张力(筒子大小端处退绕张力的平均值)也不断增加。
整个筒子纱线退绕平均张力变化如图2-16所示。曲线表明,随筒子卷装尺寸变化导纱
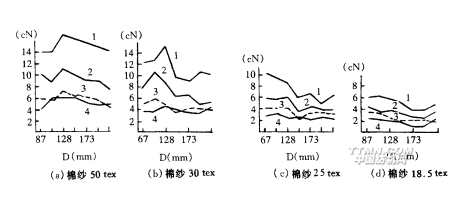
图2-16纱线退绕平均张力与圆锥形筒子平均直径的关系
1—1000m/min2—800m/min3—600m/min4—400m/min
孔处的纱线张力也发生变化,特别在高速整经或粗特纱加工时变化尤为明显。因此,筒子架上筒子退绕尺寸应保持一致。
当导纱距离不同时,纱线退绕平均张力也发生变化。实践表明,存在着最小张力的导纱距离。大于或小于此值,都会使平均张力增加,这是因为导纱距离越长则退解气圈的纱线质量越大,退解时气圈离心惯性力也越大。导纱距离小时,则纱线在退解时易与筒子摩擦,又使张力有所增加。生产中一般采用的导纱距离为140~250mm,对于涤棉纱,为了减少纱条扭结,以采用偏短的导纱距离为宜。
二、空气阻力和导纱部件引起的纱线张力
纱线在空气中沿轴线方向运动时,受到空气阻力作用,产生张力增量。空气阻
![]() (2-1)
(2-1)
式中:![]() ──空气阻力系数;
──空气阻力系数;
![]() ──纱线速度;
──纱线速度;
![]() ──空气密度;
──空气密度;
![]() ──纱线直径;
──纱线直径;
![]() ──纱线长度。
──纱线长度。
由此可见,空气阻力所形成的张力增量与纱线引出距离(即纱线长度L)及整经速度的平方成正比。
纱线从张力装置引出,经过筒子架和整经机各导纱部件,然后卷绕到整经轴上。纱线以一定的包围角绕过这些导纱部件工作表面时,摩擦阻力引起纱线张力增量。
有时包围角极小,可以忽略不计。纱线仅以自重压在导纱器工作表面,产生摩擦阻力。摩擦阻力引起的纱线张力增量为ΔT1:
![]() (2-2)
(2-2)
式中:f——纱线对导纱器工作表面的摩擦系数;
q——单位长度的纱线重量;
L——纱线长度。
有时包围角较大,由欧拉公式可知,包围摩擦引起的纱线张力增量ΔT2:
![]() (2-3)
(2-3)
它和纱线离开张力器时的初始张力T0有关,同时明显地受纱线通道上多次导纱包围角(θ1、θ2…θn)及摩擦系数(f1、f2…fn)影响。
由以上分析可知,纱线张力增量取决于纱线引出距离(纱线长度)、纱路曲折程度(摩擦包围角)及整经速度等因素。
三、均匀片纱张力的措施
根据前述影响纱线整经张力的各种因素,采取以下措施,能使片纱张力趋于均匀。
(一)采用间歇整经方式及筒子定长
由于筒子卷装尺寸明显影响纱线退绕张力,所以在高、中速整经和粗特纱加工时应当尽量采用间歇整经方式,即筒子架上筒子的纱线退绕完毕时,整经机停车,然后采用集体换筒方法,一次性更换全
(二)合理设定张力装置的工艺参数
由筒子架后排筒子导出的纱线引出距离较长,于是空气阻力和导纱部件作用使纱线张力较大;而前排则反之,纱线张力较小。在矩-V形筒子架上,同排的上、中层筒子之间,由于纱路的曲折程度不同,也造成了上、下层张力较大,而中层张力较小的现象。适当调整筒子架上不同区域张力装置的工艺参数,可以弥补这些张力差异,实现片纱张力均匀。张力装置的工艺参数是指张力圈重量、纱线的包围角、气动或弹簧的加压压力等。
在1452型整经筒子架上,采取了分段分层配置张力圈重量的措施。分段分层配置张力圈重量的原则是:前排重于后排,中间层重于上、下层。具体应视筒子架长度和产品类别等情况而定。一般有筒子架前后方向分两段或三段的配置,也有结合上下方向分三层而成六个区或九个区配置。为使张力更加均匀,还可采用弧形分段配置张力圈重量。应当指出,分段分层数越多,张力越趋于均匀一致,但管理也越不方便。图2-17所示为涤棉细特高密织物在

图2-17张力装置张力圈弧形配置
1452型整经筒子架上弧形四分段的张力圈重量配置图。张力圈重量为11.4、10.6、9.3、8.5g弧形四段配置比全部为16.5g,全幅张力不匀率显著降低。
新型高速整经机上,一般对筒子架前后方向分段设定张力装置工艺参数。每段的参数可以集中调节和控制。
(三)纱线合理穿入伸缩筘
纱线穿入伸缩筘的不同部位会形成不同的摩擦包围角,引起不同的纱线张力。纱线合理穿入伸缩筘既要达到片纱张力均匀的目的,又要适当兼顾操作方便。目前使用较多的有分排穿筘法(又称花穿)和分层穿筘法(又称顺穿)。分排穿筘法从第一排开始,由上而下(或由下而上)将纱线从伸缩筘中点往外侧逐根逐筘穿入,如图2

(a)分排穿筘法(b)分层穿筘法
图2-18纱线穿入伸缩筘的两种穿法
不方便,但因引出距离较短的前排纱线穿入纱路包围角较大的伸缩筘中部,而后排穿入包围角较小的边部,能起到均匀纱线张力的作用,并且纱线断头时也不易缠绕邻纱。分层穿筘法则从上层(或下层)开始,把纱线穿入伸缩筘中部,然后逐层向伸缩筘外侧穿入,如图2-18(b)所示。此法纱线层次清楚,找头、引纱十分方便,但扩大了纱线张力差异,影响整经质量。因此,目前整经机上多采用分排穿筘法。
(四)加强生产管理,保持良好的机械状况
纱线张力受筒子的导纱距离以及筒子轴线与导纱孔相对位置的影响,导纱距离要适当选择,并保持固定不变,筒子锭座安装应符合标准,并作定期校正。高速整经机在筒子换筒之后,导纱距离要按规定标准调节。
为减少片纱横向张力差异,整经机各轴辊安装应平直、平行、水平。1452C型整经机的整经轴要定期保养维修,轴芯应平直,木管应圆整,盘片应垂直轴芯,以减少整经轴跳轴引起的张力波动。张力装置需经常清洗、检查,保持张力盘回转轻快灵活,保证张力装置的工艺参数符合工艺设计规定。伸缩筘筘齿也应排列均匀。
分批整经的工艺设计应尽可能多头少轴,减小整经轴上纱线的间距,避免纱线过大的左右活动范围,同时伸缩筘排纱要匀,并左右一致,使整经轴形状正确、表面平整、片纱张力均匀。半成品管理中应做到筒子先到先用,减少筒子回潮率不同所造成的张力差异。使用高速整经机时,应加强络筒半成品质量的控制,减少整经过程中纱线断头关车次数,避免频繁的启、制动所引起的张力波动。
长丝整经机上还配备有张力架,以提高片纱张力的纵向均匀程度。其原理如图2-19所
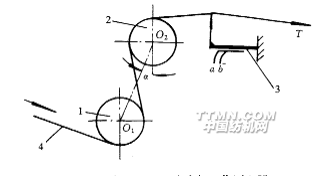
图2-19调整整片经纱张力的张力装置
1、2-导辊3-传感器4-纱线a、b-应变片式传感器引线
示,张
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


