浆槽的气动控制
浆纱机的气动控制装置中浆槽是主要部分,气路也最复杂。
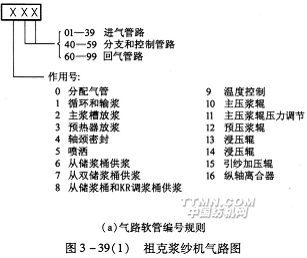
祖克浆纱机的气路如图3—39所示,其气路软管编号见图3—39(a)。
浆槽所需压缩空气压力:压浆力为40kN时,气压为0.65MPa;压浆力为100kN时,气压为0.85MPa。
压缩空气流量:单浸单压SE、SVR浆槽为1.15m3/h,双浸双压SD—S浆槽为1.65m3/h。
1.浆液的循环输送
如图3—39(b)所示,压缩空气经主汽管002、支汽管101流向二位五通阀10,由浆槽控制板上的选择开关决定其位置。当选择开关指向M时,气流经阀P—B,由102、103进入逻辑元件截止阀11使阀M打开,并相应通过逻辑元件截止阀12使阀N关闭。使预热器流入输浆横管的浆液由浆泵输送进入浆槽,后由浆槽溢流板回到预热器,完成浆液循环。当选择开关指向N时,阀lO移位,气流通人16l、163进入逻辑元件截止阀12使阀N打开,并相应通过阀11使阀M关闭,使预热器流人横管的浆液可由阀N排放或抽人回浆桶另行使用。
压力继电器52为保护开关,当管路失压时,由其动作切断电源,起到保护作用。
2.主浆槽排放
如图3—39(c)所示,当浆槽控制板上的选择开关指向槽底排放时,图中二位五通阀20即接通P—B,由主汽管送来的压缩空气经支汽管201、202进入逻辑元件截止阀2l使槽底排放球阀打开,浆液或清洗浆槽废水即可直接放掉。反之,停止排放时,选择开关换向,压缩空气由261进入逻辑元件截止阀23使球阀关闭。压力继电器53为保护开关。
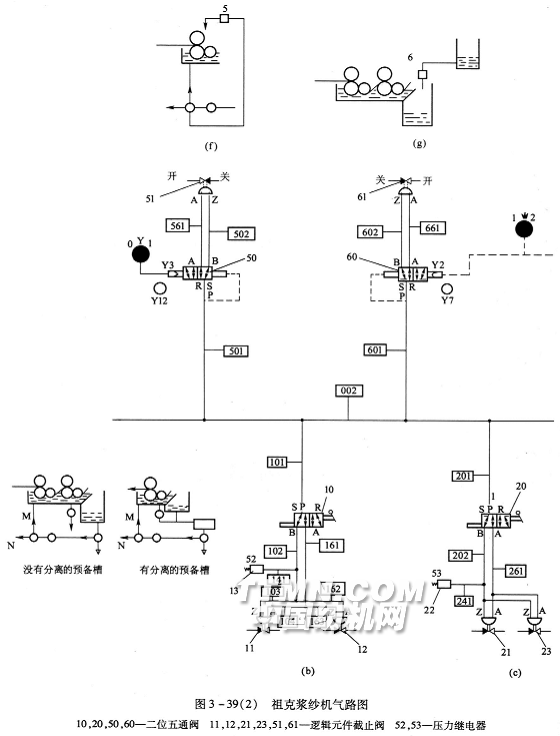
3.预热器排放
如图3—39(d)所示,与主浆槽排放相似,无须赘述。
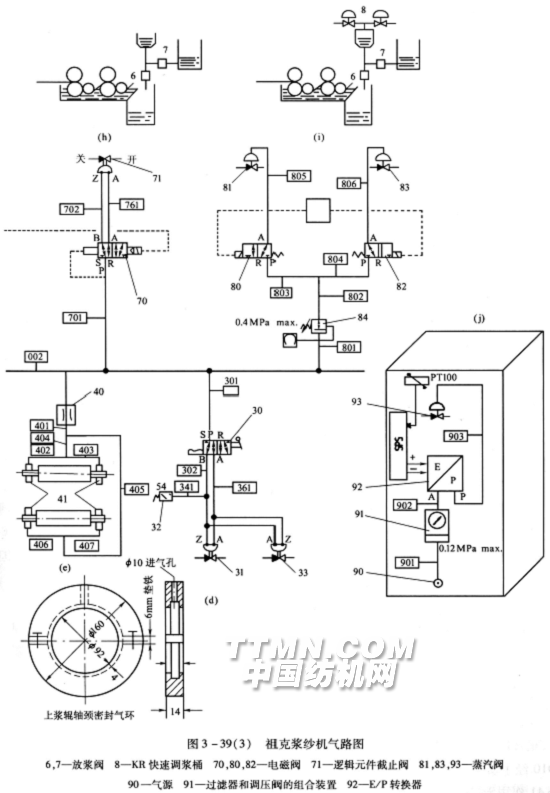
4.轴颈密封
如图3—39(e)所示,在上浆辊两端轴颈处设置气环。主汽管002送来的压缩空气经支汽
5.喷洒
如图3—39(f)所示,主汽管002的压缩空气经501作用于二位五通阀50。当选择开关位于l时,电磁阀50处于R—B位置,气流经501进入逻辑元件截止阀51,使浆管中的阀5开启,喷洒装置向浆槽浸压辊、上浆辊喷浆。当选择开关换到0位时,阀50移到R—A位置,气流经561进入截止阀51,使浆管中的阀5关闭,停止喷洒。
6.从储浆桶供浆
如图3—39(g)所示,主汽管002的压缩空气经支汽管601作用于二位五通阀60。当选择开关处于位置1时,电磁阀R—B与气路接通,压缩空气经602进入逻辑元件截止阀61,打开球阀6使储浆桶内浆液输入预热器。当选择开关处于位置2时,电磁阀60换位,压缩空气进入逻辑元件使阀6关闭,停止放浆。也可以不用这种选择开关换向的手动供浆方式,直接由浆液浮球升降自动控制供浆。
7.从双储浆桶供浆
如图3—39(h)所示,用双阀6和7放浆的联合装置,双阀同样由电磁阀70和逻辑元件截止阀71操纵。但两个浆桶可以放不同的浆液,使用中进行混合。
8.从储浆桶和KR调浆桶混合供浆
如图3—39(i)中,6和7为放浆阀,8为KR快速调浆桶,可以放在浆纱机附近现场调浆。KR桶的煮浆蒸汽阀由支汽管80l、802供给气流控制。当电磁阀80和82线圈通电受激,阀芯移到R—A位置时,气流即由803、805作用到蒸汽阀81和由804、806作用到蒸汽阀83,使其开汽煮浆。而阀6和7则按照前述气控系统放浆或关闭。
9.温度调节
图3—39(j)中,气源90供气,经汽管901进入过滤器和调压阀的
10.主压浆辊的气动控制
如图3—39(k)所示,气源01经过滤器02、调压阀03向系统供气,对于0~40kN的压浆力,正常压力为0.65MPa(0—100kN的压浆力,正常压力为0.85MPa)。向前通道由支汽管1010经手动阀41作为压浆辊升降的控制源。当浆槽控制板上的手动开关向上拨动时,气流经4l作用于二位五通阀42的右端14,管路R—A接通,主气流经1060、单向阀50进入汽缸51下部,活塞上升将压浆辊抬起,使停车时压浆辊无法因自重而落下,不会因辊面橡胶长期一处受压而变形。
需要开车加压时,浆槽控制板上开关下拨,图中阀4l阀芯移位,流向阀42右端14的控制气流切断,左端12的控制气流接通,从而使管路P—B导通,由电磁阀40过来的主气流得以从阀42通向1017气管。
图3—39(1)中Pc为计算机,浆纱I速、Ⅱ速的压浆力及其变化斜率均在计算机人机界面中设定。主汽管001通过支汽管004输入的气流到达P/E转换器,与计算机设定值比较,确定输送的气压。主气流经1015汽管,经电磁阀40的P—A气路,经1016汽管,和前述由控制气流导通阀42的P—B管路,再经1017、1019和1020进入汽缸51活塞上部,使压浆辊落下与上浆辊接触,并且达到设定的压浆力。
停车或突然停电时,电磁阀40因电力消失,弹簧作用移位,由P—A导通改换为B—R导通,为避免汽缸压力消失过快,需事先调整节流阀43,保证在2—3min以后压浆辊才会抬起。
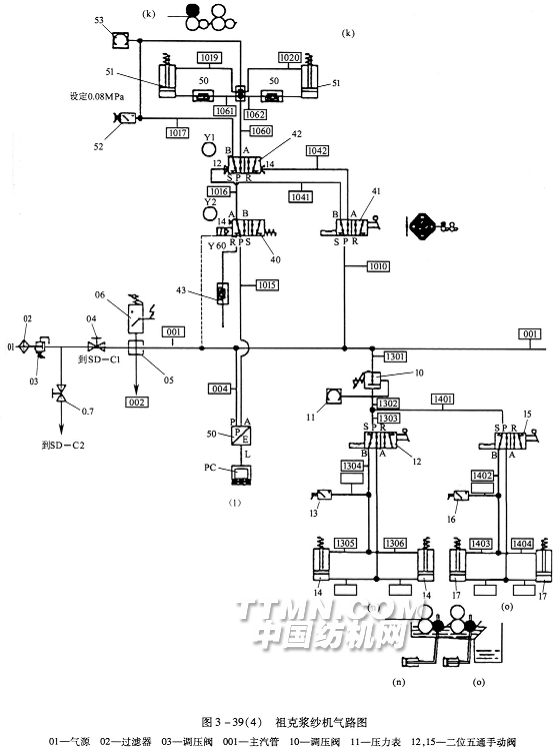
图中06和52为压力保护
11.浸压辊的气动控制
如图3—39(n)、(o)所示,支汽管1301从主汽管00l得气,经调压阀10减压,由压力表测量显示。气流经汽管1302后分为两路,第一路经汽管1303进入二位五通手动阀12。需要施加侧压时,将浆槽控制板上的选择开关向上浆辊方向拨动,从而使二位五通阀之P—B接通,气流继续经汽管1304,并经汽管1305和1306进入左右汽缸的上部,使活塞下压,把浸压辊拉向上浆辊加压。第二路经汽管140l的气流按同样的路线进入后浸压辊两端汽缸,对后上浆辊加压。当不需要侧压时则通过选择开关使二位五通手动阀12和15移向R—A,使气路放空,浸压辊便由于汽缸头端的弹簧使活塞杆复位,与上浆辊脱开。
12.预压浆辊的气动控制
如图3—39(m)所示,主汽管00l经支汽管1215供气,经调压阀70调定压力(由压力表83指示)经手动阀71处,当浆槽控制板上的选择开关向上拨时阀R~A导通,气流经汽管1250、1251和1252和单向阀80进入汽缸81活塞下部,将压浆辊抬起。当选择开关下拨时阀P—B导通,气流经汽管1217、1214和1215进入汽缸81活塞上部,使压浆辊下压与上浆辊接触,并达到设定的压力。
82为压力保护开关,应预设0.15MPa。
13.引纱加压辊的气动控制
如图3—39(p)所示,气流经主汽管001、支汽管150l到电磁阀20,当浆槽控制板上加压辊选择开关上拨时,电磁阀导通P—A,气流经l502、节流缓冲阀21、支汽管1503和1504进入加压辊两端汽缸22,活塞使加压辊上抬。同时气流经支汽管1505、节流缓冲阀23进入汽缸24,活塞上升时使踏板25向上摇起。踏

当浆槽控制板上选择开关下拨时,电磁阀芯移位,B—R导通,支汽管150l气流不再输入,加压辊和踏板因自重下压,活塞迫使汽缸余气经支汽管1502和节流阀23缓缓放出。
14.纵轴偶合的气动控制
如图3—39(q)所示,当浆槽控制板上选择开关左拨时二位五通阀30处于R—B接通的位置。由支汽管1601输送的压缩空气经R—B和支汽管1602进入汽缸31下部,向上推动活塞杆,使离合器偶合,从而可传动引纱辊。当选择开关右拨时,二位五通阀30处于R—A导通位置,气流从汽管1661进入汽缸活塞杆上方,使活塞下压,从而使引纱辊的传动脱开,便于起了机操作。
津田驹浆纱机的浆槽部分气路如图3—40所示,左边为第二浆槽气路,右边为第一浆槽气路,第一浆槽图3—40(a)、(b)、(c)、(h)、(1)部分与第二浆槽相同。
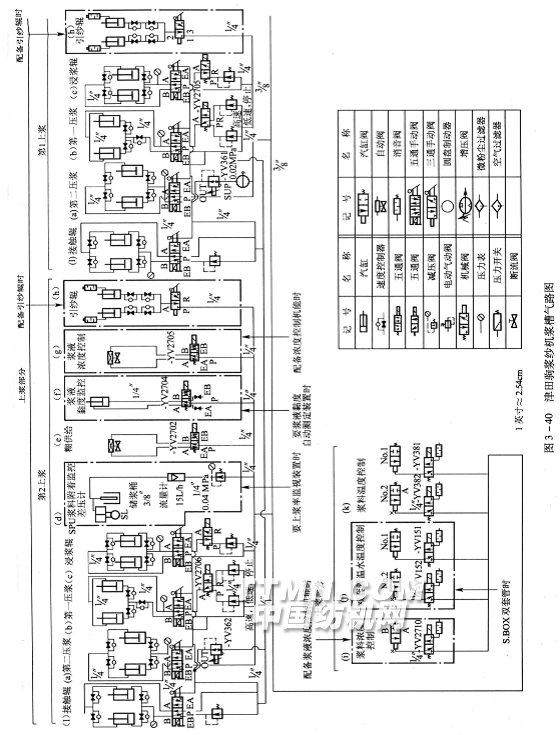
图3—40(a)为第二压浆辊的气路,最下方为增压阀,从0.64cm(1/4英寸)汽管输入的气流首先在此阀中调节到O.92MPa,向上输入YV361/YV362比例阀,再经五通手动阀,根据选择开关决定气流是进人压浆辊加压汽缸的下部将辊托住,或是进入汽缸的上部,使压浆辊对上浆辊加压。电控比例阀由PLC控制,按照计算机设定的压浆力和压浆力随浆纱速度变化的比例确定汽缸的压力。
图3—40(b)为第1压浆辊即预压浆辊的气路,在实行二级调压时,“高速”设定左边调压阀较高的压力,通过YV2705/YV2706电磁阀P—A输送高压气流。低速到停止设定右边调压阀较低的压力,通过电磁阀R—A输送低压气流。当其后手动五通阀导通加压回路时,第一压浆辊就随着浆纱运行的二段速度,由
图3—40(c)为浸浆辊的气路,进气首先经过调压阀设定压力,再经过机械阀决定是否输入,经过手动五通阀决定是要浸浆辊脱开或是对上浆辊加压。
图3—40(d)为津田驹浆纱机特有的SPU上浆率监控装置的气路。进入的压缩空气经调压阀调到0.04MPa,通过15L/h的流量计定量由空气竖管输入浆槽预热器,随着浆液位高低不同,从横管输出的气压发生变化,通过压差发振器向计算机CPU装置发送相应信号,检测浆液高度自动控制输浆。进一步将反映的浆液高度即耗用浆液体积的变化,作为计算机检测监控上浆率的依据。
图3—40(e)和(g)气路相似,上部为供浆气动阀,下部为YV2702/YV2708电磁阀。当预热器需要进浆或者需要补充浓度较高的浆液时,电磁阀切换进气方向,使气动阀开启进浆。
图3—40(f)为浆液黏度监控测定中黏度杯的气动升降装置气路。YV2704电磁阀由PLC程序控制定时切换导通气路,当汽缸活塞升降时,用线牵引黏度杯升降,黏度杯上升出离浆液面直到杯中浆液流尽,重量消减,可记录黏度秒数。电磁阀与两个节流阀相连起气流缓冲作用。
图3—40(h)为引纱辊上加压辊的抬起装置气路。在起机或其他操作需要将引纱辊上的加压辊抬起时,可通过手动阀换位,使气流通入加压辊两端的汽缸,活塞杆上升将加压辊抬起。由于气路中串联正反向的单向阀和节流阀,汽缸的抬起和回落均较迟缓,避免冲击。
图3—40(i)为浆料浓度控制气路:在浆液浓度配备的新型控制装置中,信号输入电磁阀YV2710,使气流通入,操作汽缸阀,补充浓度较高的浆液,通过反馈信号保持浆液浓度稳定。
图3&#
图3—40(k)为浆料温度控制的气路。浆料温度控制即是浆液温度控制,由浆槽安装的温度传感器信号反馈使电磁阀YV381/YV382(双浆槽1和2)操纵汽缸阀改变进汽,调整温度。
图3—40(1)为接触辊加压装置的气路。在津田驹HS20一Ⅱ型浆纱机浆槽上浆辊下方安装.有接触辊(图3—31中9)。本气路图中设有调压阀和手动五通阀。五通阀决定压缩空气进入汽缸活塞的上方或下方,即接触辊是需要对上浆辊加压或脱开。而调压阀则确定压力的大小。
贝林格浆纱机的气动控制如下:
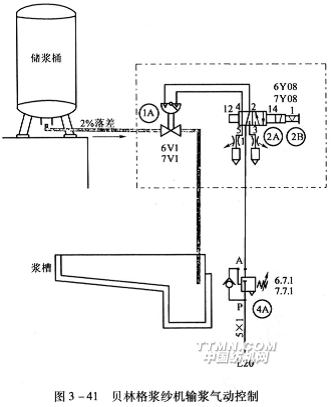
贝林格浆纱机输浆气动控制如图3—41所示。已经调制好的浆液存放在储浆桶中,桶位于高台上,且输浆管向下倾斜有2%的落差,可以自流放浆。气路L20输人压缩空气经减压阀4A通向电磁阀2A再进入逻辑元件的截止阀1A。由浆槽预热器中的液位控制器操纵电磁阀2A,决定是否输入浆液,以保持浆槽液面高度稳定。
贝林格浆纱机浆槽温度的气动控制如图3—42所示。气路20输入压缩空气经调压阀lA(及压力表1B),节流阀、止回阀3A通向电磁阀2A。如能通过,再经节流阀、止回阀3A进入薄膜阀,控制流经薄膜阀的蒸汽从两个截止阀分别通入主浆槽和预热器的鱼鳞管对浆液直接加热。装在浆槽中的温度传感器与I/P转化器的信号经过模拟输入输出信号A1/Ao,控制电磁阀2A决定其是否导通,使蒸汽加热浆液保持在设定的温度。
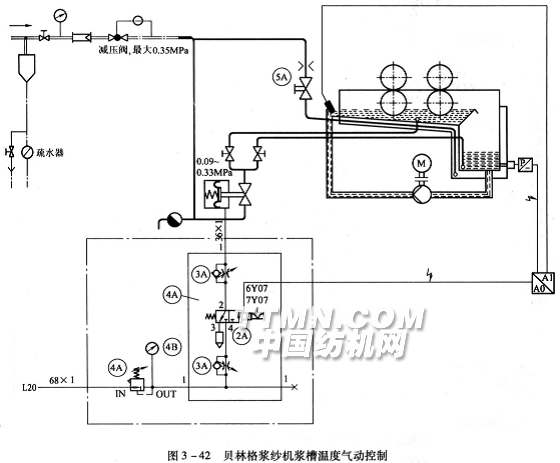
浆槽夹层内的蒸汽对浆液间接加热保温,由恒温阻断器5A控制。
贝林格浆纱机预压浆辊加压的气动控制如图3—43所示。
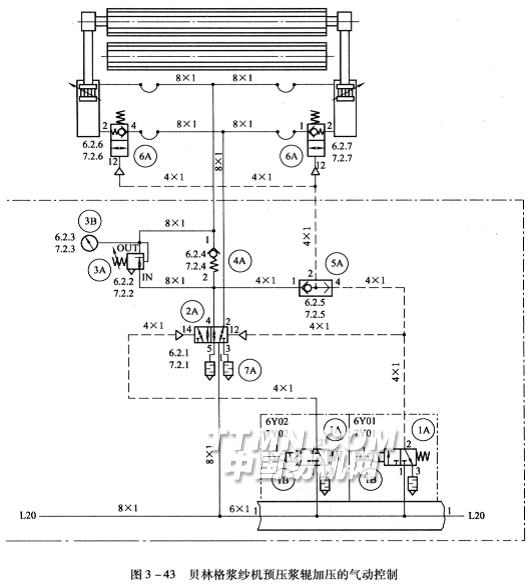
由L20输入的压缩空气经1A(1B
输入汽缸下部的气流通过7A后再经6A单向阀才能进入汽缸,此时单向阀5A没有气流通过。当气流改换为输入汽缸上部时,有部分气流从单向阀5A通向6A使其换向,汽缸下部的空气得以从6A经7A排出。
贝林格浆纱机主压浆辊加压的气动控制如图3—44所示。
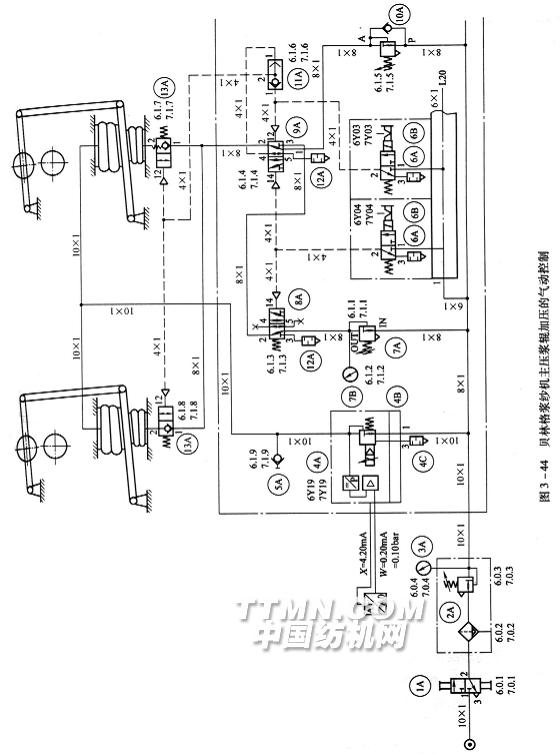
气源经换向阀1A,过滤、调压、测压装置2A、3A形成L20气路。气路经比例阀4A、止回阀5A进入上部气囊加压。气路经调压阀7A,电磁阀8A(在通过6A的气流配合下)电磁阀9A(在通过6A的气流配合下)止回阀13A进入下部气囊,将压浆辊抬起。同样,气路经调压阀10A,电磁阀9A(在电磁阀6A配合下)止回阀13进入下部气囊,也可将压浆辊托住。气路经电磁阀6A作用到电磁阀9A的一端或通过单向阀11A使13A换向,下部气囊空气可排出。
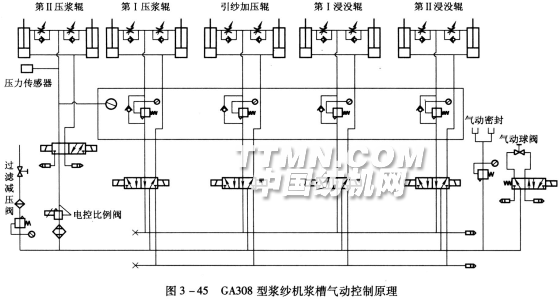
GA308型浆纱机浆槽气动控制原理如图3—45所示。气源经过滤、减压后并联七路输入。首先是第二压浆辊,气流由电控比例阀随车速无级调压,电磁阀转换决定气流是输入汽缸上部加压或是输入下部抬起,压力传感器提供反馈信号。第一压浆辊,引纱加压辊,第I、第Ⅱ浸没辊均由电磁阀换向,决定气流输入是加压或是将辊抬起,调压阀供设定压力大小。气动密封为该机型专有的装置,位于上浆辊轴承处,由压缩空气作用,可避免浆液浸入轴承破坏油脂润滑,造成损伤。气动球阀为控制输浆用,预热器浮球随浆液面升降,其支轴杠杆与限位开关作用产生电信号传递给电磁阀,使气动球阀转换、停止或放浆。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


