湿分绞分层装置[27]
纱线在浆槽上浆后,在出浆槽的湿状态进行分绞分层,接着分层烘燥。这对保证单根纱浆膜完整、毛羽贴服以及烘干后干分绞顺利进行、减少分劈时的再生毛羽都有重要作用。新型浆纱机的“湿分绞、分层烘”成为主要工艺特色。按照纱线在浆槽经受压浆力的方向以及浆槽与烘筒的相对位置不同,现有新型浆纱机湿分绞分层装置可分为三种类型。
一、纱线经横向压浆,垂直上引
津田驹浆纱机的湿分绞装置可作为代表,如图3—56所示。纱线经过第二上浆辊7、第二压浆辊8,受到横向轧压后,由箝口垂直向上,经湿分绞棒9分为二层,分别绕上烘筒10和ll进行分层预烘。分层以后,纱片在烘筒表面的覆盖率比上浆时降低一半,因此纱线粘连减少,各自形成较完整的浆膜。由于纱线被光滑的湿分绞棒抹过,毛羽得以贴服。在干分绞处可以明显看到湿分绞后开口清晰,再生毛羽少。
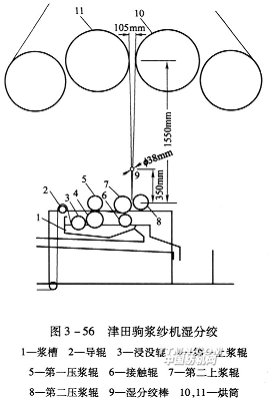
湿分绞棒对纱片进行劈分,会形成一定夹角(按图中尺寸计算其夹角为6.2°),产生夹持力,加之纱片的运行、抹纱,必然在棒的表面粘连积浆。为此须使湿分绞棒以适当速度转动,把积浆均匀铺开。如图3—57所示。
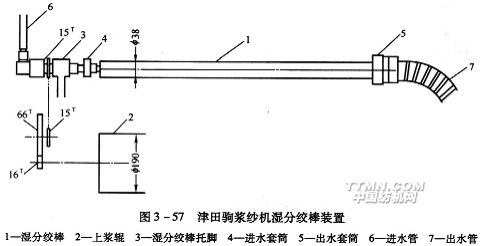
湿分绞棒1由上浆辊2经正齿轮16T/66T和链轮15T/15T传动,湿分绞棒和上浆辊直径分别为38mm和190mm,其速比为:
![]()
即湿分绞棒表面速度为浆纱速度的4.85%。但使用单根湿分绞棒时,其表面速度与两边纱层速度方向相反,速差不同。已有使用成对反向转动的双分绞棒,速差可完全一致。
其次,如图3—57中所示,用冷水从一端通入湿分绞棒内腔,从另一端流出。由于浆槽环境温湿度高,棒表面的空气会凝结成露水,纱线从棒上通过时比较润滑,不易积浆,即使有浆膜也不易干涸,可避免造成浆斑和断头。
津田驹浆纱机的湿分绞装置中,湿分绞棒正处于浆槽上方,煮浆加温水蒸气不断蒸发,水
二、纱线经竖向压浆。斜向引出
祖克浆纱机的湿分绞装置可作为代表,如图3—58所示。
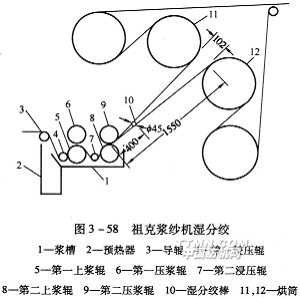
纱线在浆槽经第二压浆辊和上浆辊竖向轧压上浆后,斜向引出经湿分绞棒lO分为两层分别引向上方的烘筒ll和前方的烘筒12,覆盖率降低一半,再绕在烘筒表面烘燥。
按照图中湿分绞棒安装位置的几何尺寸及湿分绞棒直径45mm,可计算其夹角为6.45°,与津田驹浆纱机6.2°相近。
祖克浆纱机湿分绞装置如图3—59要是湿分绞棒转速偏低且转速不能随浆纱机车速同步改变,保持适当的速差。
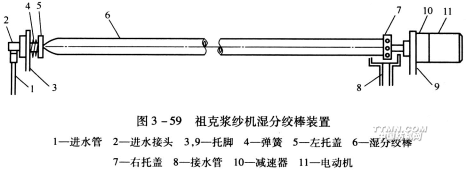
图3—60所示为祖克浆纱机湿分绞传动装置的结构。
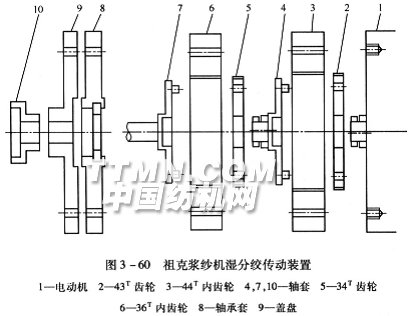
电动机l主轴上装着偏心套筒和轴承,套装43T齿轮2,与44T内齿轮3啮合,使插入的轴套4减速输出。同样34T齿轮5、36T内齿轮6和轴套7产生第二级减速输出,至轴套lO处湿分绞棒转速实际测定仅3r/min左右。当浆纱机高速运转时,湿分绞棒表面堆积浆液来不及铺开,容易形成线状浆条,影响正常运行。
为此,可将减速器中第二级传动件34T齿轮5、36T内齿轮6、轴套7拿掉,仅用第一级传动,按周转轮系计算:
43T齿轮2为电动机转速n2=1500r/min
44T内齿轮3为固定齿轮n3=0
轴套4转速为n4,则:
![]()
-![]()
∴n4=-![]()
湿分绞棒表面线速:
πdn=3.14×45×34/1000=4.82m/min
浆纱线速度大体在40~100m/min;
则其速比为:4.82%~12.05%。
在经纱经竖向压浆,斜向引出的相同位置安装湿分绞装置的另一代表机型是国内郑州纺织机械股份有限公司生产的GA308型浆纱机[16]。
如图3&#
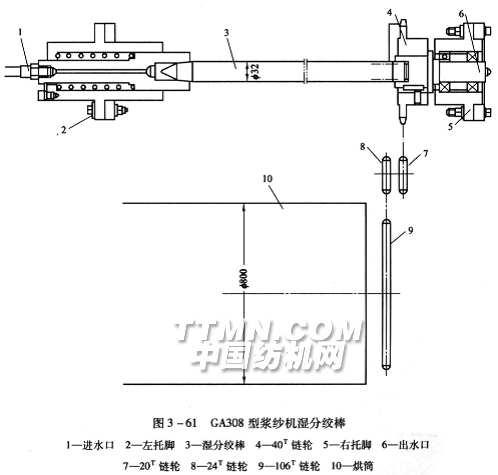
烘筒链轮9的传动链条顺便带动24T链轮8,其同轴的20T链轮7带动湿分绞棒传动40T链轮。湿分绞棒和烘简直径分别为32mm和800mm,其速比为:
![]()
即湿分绞棒表面速度为浆纱速度的8.83%。
GA308型浆纱机湿分绞棒离压浆辊箝口距离390mm,按其直径32mm计算,分绞夹角为4.7°,分绞阻力较小,这与它的较高速比是相适应的。
现将以上三种浆纱机湿分绞棒的抹纱和匀浆情况归纳比较如下:
(1)分绞角度与抹纱力。如图3—62所示,设湿分绞棒直径为d,分绞夹角为2α,其中心距压浆辊箝口为l,烘筒与纱线开始接触点到压浆辊箝口距离为L,烘筒间距为S。则由图中各量的几何关系可知:
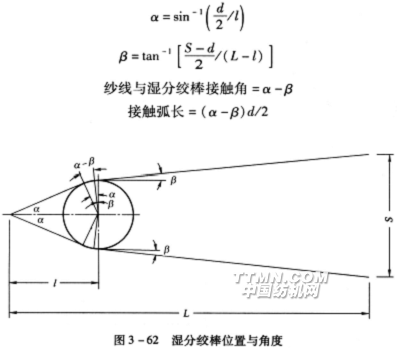
三种典型浆纱机的数据如表3—3。
设纱线张力原来为![]() ,经湿分绞棒增到
,经湿分绞棒增到![]() ,按欧拉公式:=ef(α-β)
,按欧拉公式:=ef(α-β)![]() 。增大的来源即是湿分绞棒对浆纱的摩擦力,也就是抹纱力,所以:
。增大的来源即是湿分绞棒对浆纱的摩擦力,也就是抹纱力,所以:
![]()
式中浆纱张力![]() 是可变的,而系数ef(α-β)-1是不变的,现称为抹纱系数。取f为0.15计算可得表3—3中数据,以供相对比较。
是可变的,而系数ef(α-β)-1是不变的,现称为抹纱系数。取f为0.15计算可得表3—3中数据,以供相对比较。
表3—3三种典型浆纱机数据
机型 |
直径d (mm) |
L (mm) |
L (mm) |
S (mm) |
α (°) |
β (°) |
接触角 α-β (°) |
<前后张力比 eF(α-β) |
抹纱系数 eF(α-β)-1 |
|
津田驹HS20-Ⅱ |
38 |
350 |
1550 |
105 |
3.10 |
1.60 |
1.50 |
O.50 |
1.0039 |
O.0039 |
祖克S432 |
45 |
400 |
1550 |
102 |
3.22 |
1.42 |
1.80 |
O.7l |
1.0047 |
O.0047 |
GA308 |
32 |
390 |
1530 |
65 |
2.35 |
0.83 |
1.52 |
O.42 |
1.0040 |
0.0040 |
(2)传动速比与匀浆长度,如表3—4所示。
表3—4三种典型浆纱机湿分绞棒传动速比与匀浆长度
浆纱机型 |
湿分绞棒与浆纱 线速比(%) |
浆纱为湿分绞棒 线速度倍数 |
接触弧长 (mm) |
接触弧匀浆长度 (mm) |
津田驹HS20~Ⅱ型 |
4.83 |
20.6 |
0.50 |
l0.30 |
祖克S432型 |
4.82~12.05 |
8.30~20.7 |
0.7l |
5.90~14.70 |
郑州纺机GA308型 |
8.83 |
11.3 |
0.42 |
4.75 |
注祖克浆纱机湿分绞棒按34r/min,浆纱速度按40~100m/min。
湿分绞棒的转速应能与浆纱速度同步改变,线速比约5%-10%可保持适当匀浆长度。
湿分绞棒能否正常工作的关键问题是环境温度和内腔通水温度、流量。老式热风浆纱机 烘房能把高温区与湿分绞装置隔开,普通非高架烘筒浆纱机的烘筒离湿分绞装置也较远,湿 分绞棒只要有适当的速度转动,即可均匀抹浆。
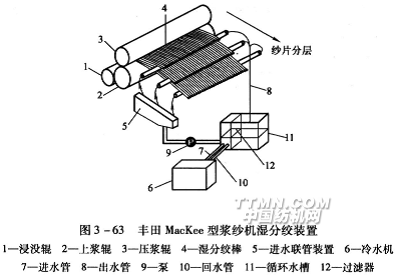
新型浆纱机注重通水温度、流量。图3—63为丰田。MacKee型浆纱机的湿分绞装置,配 置专用的冷水机,温度可保持在10℃以下。由冷水机6经进水管7、泵9将冷水送入进水联 管装置5,分别通入三根湿分绞棒。棒的表面凝结充裕的露水,从浆槽压浆辊轧压出来的纱 片经三根湿分绞棒分为三层运行毫无困难。从湿分绞棒另一端流出的水经出水管8进入循环水槽11,经过滤器12滤清后由回水管10回到冷水机,制冷降温后重新经进水管7输出,供再利用。
三、纱线经竖向压浆,转向上引
如图3—64为贝林格浆纱机的湿分绞装置。纱片在浆槽经第二道压浆辊和上浆辊轧压后,用绞线分为上下两片,绕过导纱烘筒10和11,转向上引至烘筒12和13,覆盖率降低一半,再分层烘燥。
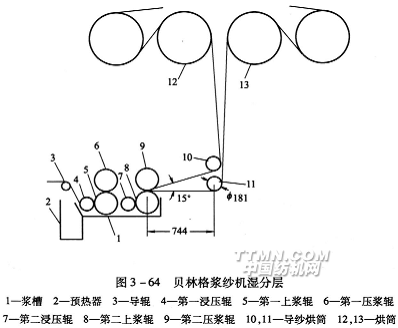
导纱烘筒10和ll为Φ181mm的小烘筒,结构与大烘筒一样,有旋转进汽头,虹吸排水器及温控装置,表面喷涂聚四氟乙烯防粘材料,轴端装有滚动轴承。因此纱线绕过时没有滑移和粘连,且有熨烫作用,有利于贴服毛羽、形成浆膜。
两个导纱烘筒离浆槽较近,二者间距形成15°开口角,而其他浆纱机纱片未用湿分绞棒直接上烘筒时距离远、开口角小、张力小(尤其是慢速时),纱片必须从撕扯
另外,在导纱烘筒10轴头装有PD2535型测力传感器,可调控湿分层张力及整个湿区张力。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


