意大利紧密纺系统
意大利也是世界上较早研发紧密纺技术的国家。目前有两家著名公司在从事紧密纺技术的研发、制造与销售。一家是意大利的马佐里公司,它研发的吸风管套集聚圈集聚型紧密纺细纱机,成功登陆中国,与中国东台纺机厂合资组建了马佐里(东台)纺机有限公司;另一家是意大利康泰克斯公司,它适用寸:羊毛原料的紧密纺系统,并成功推广应用。
2.3.1意大利马佐里公司的Olfil®紧密纺系统
马佐里公司是意大利著名的纺织工业技术装备制造企业,拥有大量的技术专利和科学研究成果。这些专利和成果被广泛地应用在世界纺织工业市场。
2.3.1.1Olfil®紧密纺系统概述
1999年,紧密纺细纱机首次亮相后,马佐里公司紧迫时代潮流,适时推出厂其自己的名为Olfil®紧密纺系统。Olfil®是其紧密纺产品的注册商标。Olfil®紧密纺系统推出后即受到市场欢迎。
意大利马佐里公司Olfil®紧密纺系统与德国绪森公司的EliTe®紧密纺系统在结构上有很多相似之处,都是采用吸风管套集聚圈作为紧密纺的集聚元件,同为下置式吸风集聚结构,都属于气流集聚型紧密纺系统。该紧密纺系统可适于纺制各类不同细度的纱线。
2.3.1.2Olfil®紧密纺系统的结构特征
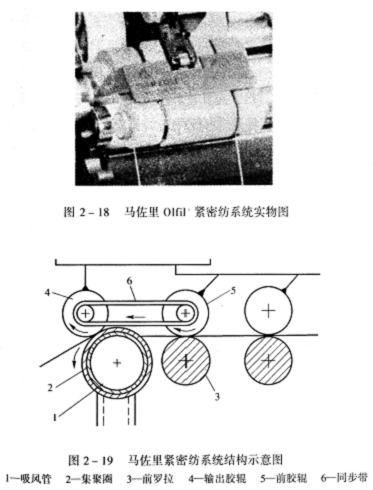
意大利马佐里公司的Olfil®紧密纺系统虽然与德国绪森公司的EliTe®紧密纺系统有许多相似之处,但仍然有自己的设计特点。其主要结构特点如下(图2—18、图2—19)。
a.加装紧密纺装置设计
Olfil®紧密纺系统采用增加紧密纺装置设计,保持原细纱机三上三下牵伸系统不变,在原牵伸装置的前下部增加一套气动紧密纺装置。该装置主要包括输出胶辊、吸风管及其外套的集聚圈和负压吸风系统。
b.圆形吸风管设计
Ol
c.织物集聚圈设计
Olfil®紧密纺系统采用织物集聚圈设计。织物集聚圈套在钢制圆形吸管对应每个纺纱锭位的位置上。织物集聚圈受输出胶辊的摩擦而同步回转。织物集聚圈上的织孔很细小。通过所述细直线形吸风口,透过织物集聚圈上的细小织孔,负压吸风可使输出胶辊与织物集聚圈之间的纤维向纱干中心聚集,形成紧密纱。由于织物集聚圈是直接套在吸风管上的,因此两者的直径应当匹配恰当。如果织物集聚圈直径小,与吸风管套装过紧,将会使织物集聚圈的通气孔变形,不利吸风集聚纤维,同时也会增加织物集聚圈与吸风管及输出胶辊之间的磨损,减少其使用寿命;如果织物集聚圈直径大,与吸风管套装过松,将会使织物集聚圈的传动不稳定,影响纤维须条的正常输送,也容易使织物集聚圈产生褶皱变形和在织物集聚圈与吸风管之间加塞飞花杂质。这意味着这种织物集聚圈的织造技术难度相当大。
d.输出胶辊同步带传动设计
Olfil®紧密纺系统有两个胶辊。一个是牵伸胶辊,即原牵伸系统的前胶辊5,另一个是新增加的输出胶辊4,两个胶辊之间构成纤维集聚区。其中,前胶辊5安装有主动同步带轮,通过同步带6可传动固定有被动同步带轮的输出胶辊4运转。改变主、被动同步带轮之间的传动比,即可调整集聚区内的张力牵伸。此外,输出胶辊的直径比前胶辊的直径稍大一些,目的是在纤维集聚过程的同时可产生纵向张力,将弯曲的纤维拉直,以保证须条最佳的集聚效果。换言之,这种设计结构简洁,便于调整输出胶辊的位置,设置纤维集聚区的长度
e.阻捻钳口压力可调和集聚区防尘盖板设计
Olfil®紧密纺系统的吸风管与输出胶辊组成纱线加捻/阻捻钳口。根据工艺的需要,阻捻钳口压力的大小可通过组合件上的螺栓调节。阻捻钳口至牵伸钳口间为纤维集聚区。纤维集聚作用发生在与吸风管上吸风口对应的织物圈处,且作用可随气流导向延伸到阻捻钳口之下,由此可使加捻三角区减至最小。在纤维集聚区的上方设计有防尘盖板,以保护纱线清洁,有利于提高产品质量。
f.均匀吸风设计
Olfil®紧密纺系统一节吸风管的长度与8个锭位对应。每6节吸风管即48锭配置一台吸风风机。吸风风机由变频电动机驱动,可根据纺纱品种和工艺要求设定转速、负压压力。为保证吸气均匀,防止气流紊乱造成纤维集聚不良,影响纱线质量,吸风风机的进口处装有空气分配器。空气分配器可使每个锭位处的吸风基本均匀一致。
g.模块化设计
Olfil®紧密纺系统采用了模块化和一体化设计理念,以适应在传统细纱机上改造安装。除其紧密纺装置本身外,其整机的其他元器件都与传统细纱机通用或可以互换。这种模块化设计可以根据企业的不同需求,既方便购买新机,也便于改装老机。而在购买了紧密纺系统后,简单地安装和卸下该紧密纺系统即可实现紧密纺细纱机和传统环锭纺细纱机之间的方便切换,有一机二用之效。
2.3.1.3Olfil®紧密纺系统的工作原理
意大利马佐里公司Olfil®紧密纺系统的工作原理与德国绪森公司的EliTe’紧密纺系统相同。在纺纱过程中,纤维须条离开前罗拉钳口时,受负压空气气流的作用,纤维须条被吸附在织物圈上覆盖住的吸风管吸风口区域内,并随织物集聚圈向前转动移至阻捻钳口线处;织物集聚圈对应吸风管吸风口区域内的纤维在负压气流的作用下横向收缩、紧密集聚在—起,逐
2.3.1.4Olfil®紧密纺系统的国产化
2000年8月,意大利马佐里公司与中国东台纺机厂合资组建了马佐里(东台)纺机有限公司。合资公司为意大利马佐里Olfil®紧密纺系统在中国的推广利用创造了条件。
马佐里(东台)纺机有限公司推出的DTMl49型细纱机加装了紧密纺系统。该机具有以下特征。
①牵仲系统优化,制造精度高,适纺7.3tex(80英支)及更细的纱;并可与普通细纱机互换,安装简便快捷,操作维修简单。
②传动机构优化,前、中、后罗拉和钢领板升降传动均以电子伺服传动系统取代传统的齿轮传动机构;牵伸传动装置配有自动滴油润滑系统,油滴的大小可根据需要合理调整。
③锭子传动优化,采用专用变频器调速,可根据纺纱张力设定纺纱过程中各阶段的锭速;锭速可高达14000~22000r/min。
④提高自动化,配装集体落纱,落纱时间小于3min,并可保证从满管到落纱、下一次开车、纱管的自动运输可靠稳定。
⑤可与粗纱机、络筒机任意联机,过程自动化程度高;特殊形式的夹纱器可减少落纱次数。增加环锭细纱机和络筒机的效率。
⑥采用异形吸风管,与意大利马佐里公司Olfil®紧密纺系统不同的是,国产化的DTM149型紧密纺细纱机采用了异形截面吸风管,而非圆形吸风管。
⑦质量控制强化,DTM149型紧密纺细纱机配装高精密的光、电、磁检测系统,能进行纺纱全过程的人工干预和故障报警,强化产品质量控制;整机电器控制可自动或手动,方便用户使用。
2.3.2意大利康泰克斯公司的GOM4Wool毛紧密纺系统
意大利康泰克斯公司是费莱恩(Finlane)集团的成员,也是世界羊毛纺纱机械设备的领先制造供应厂商之一。
2.3.2.1COM4Wool毛紧密纺系统概述
早在1999年,瑞士立达公司就与意大利康泰克斯公司开始共同研究开发适用于羊毛纤维使用的ComforSpin®技术,并—直致力于“COM4®羊毛紧密纱”的开发,取得了很好的成效。
2001年,意大利康泰克斯公司与瑞士立达公司签订了开发COM4®紧密纺技术应用于羊毛纤维的合作协议,将部分RieterCom-forSpin®技术移植于CognetexIDEA的纺纱框架技术内,研发COM4®Wool毛紧密纺系统,并进行商业开发。同年11月底,在Imola的—个国际顾客商谈会上,意大利康泰克斯公司首次将“COM4®羊毛紧密纱”引入羊毛纺纱工业中,引起了来自世界各地的羊毛专家、厂商和客户的极大兴趣。
2.3.2.2COM4Wool毛紧密纺系统结构
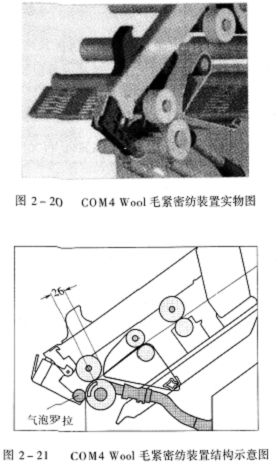
由于是嫁接,COM4Woo1毛紧密纺系统的结构设计与主要元器件与COM4®棉紧密纺细纱机基本相似。图2—20为COM4Wool毛紧密纺装置的实物图,图2—21为其结构示意图。
COM4Wool毛紧密纺装置的主要结构特点如下。
a.改装紧密纺装置设计
COM4Wool毛紧密纺装置的主要结构与立达公司的Comfor-Spin……基本相同,即在原细纱机牵伸装置前改装了一套紧密纺装置,构成负压气流纤维集束区。纤维集聚单元主要包括钢质空心网眼滚筒(集聚罗拉)、吸风插件与气流导向装置、输出胶辊及负压吸风系统等。所谓改装是指采用专利集聚罗拉取代原牵伸机构前罗拉,并且新增输出胶辊等紧密纺装置元件。COM4Wool毛紧密纺装置的集聚罗拉直径达59mm,在其前上方加装了一个输出胶辊。输出胶辊安装于SKFPK6
b.气泡罗拉输出设计
COM4Wool毛紧密纺装置与ComforSpin®紧密纺装置的主要区别在于输出胶辊的差异。康泰克斯公司创新研制了一种已获专利权的弹性控制罗拉——气泡罗拉,取代ComforSpin®系统上的普通输出胶辊。气泡罗拉具有适当的弹性,并带有斜轴,可防止被牵伸系统和输出罗拉同时握持的纤维处于过渡张紧状态;气泡罗拉更大范围的摩擦力界也有利于控制纤维,防止前罗拉输出的已经集聚的纤维发散。专利产品带斜轴的气泡罗拉是其设备的主要特征,也使得该紧密纺系统显得独特。气泡罗拉直接安装在牵伸摇臂的前端上,闭合摇架可以自动安置好气泡罗拉,无需调整气泡罗拉,使用非常方便。气泡罗拉的设计使该紧密纺系统更具灵活性,特别适合于羊毛或羊毛与毛型化学纤维的混纺。
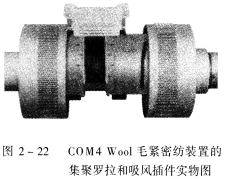
C.吸风插件吸风口设计
COM4Wool毛紧密纺装置的集聚罗拉与ComforSpin®系统中的集聚罗拉的结构基本相同(图2—22)。纤维集聚区也装有气流导向装置,以保证纤维集聚的高效性。纤维在尚未离开牵伸区时,就直接被集聚罗拉控制集聚。由于没有传统细纱机的前隔距区或无控制区,因而可避免浮游纤维的产生,顺利形成紧密纱。但COM4Wool毛紧密纺装置的集聚罗拉和气泡罗拉上配套有倾斜的吸风口,可以有效防止牵伸系统及气泡罗拉同时握持的过长纤维被吸住。气流或吸风口应相对于纤维喂人轴线做适度的倾斜,因此称为斜吸风口。吸风口的倾斜角度设计十分关键,吸风口倾斜角度决定了气流方向,应当使纤维须条中发散的纤维侧向滑移或滚动,向纱干中心集聚紧密。为了获取最佳气流路径,康泰克斯公司配备了不同角度和形状的吸风口。
COM4Wool毛紧密纺装置配套安装在传统的IDEA型毛纺细纱机卜,结构并不复杂,、通过集聚罗拉和气泡罗拉可以实现牵伸和紧密集聚纤维的双重功能这套紧密纺系统的集聚罗拉也很容易替换,操作方便。在纺纱状态下。无控制区具有恒定的26mm隔距,可确保牵伸系统输出的纱线均匀度一致,并且稳定不变。康泰克斯公司利用其对羊毛纺纱的特殊认知,发明了气泡罗拉专利解决方法,该紧密纺设备对毛纺产品的制造商具有强大吸引力。
COM4Wool毛紧密纺细纱机的部分设备参数如表2—6所示。
表2—6COM4Wool毛紧密纺细纱机的设备参数表
项目 |
COM4Wool |
项目 |
COM4Wool |
锭距/mm |
75 |
筒管长度/mm |
220、260 |
钢领直径/mm |
42—55 |
最大锭速/(r/min) |
16000 |
最大锭数/锭 |
672 |
|
|
2.3.2.3COM4Wool毛紧密纺系统工作原理
COM4Wool毛紧密纺系统的集聚工作原理与立达公司的棉型紧密纺系统基本相同,因为两者装置的结构基本相同。简单说,在纺纱过程中,须条离开牵伸钳口线后,即处于集聚罗拉的负压气流控制下,纤维被吸附在集聚罗拉上,并按照斜吸风口形状的气流导引向纱干中心集聚紧密。所有的纤维均沿着其长度方向排列,并在气泡罗拉的控制作用下,进一步平行伸直。纤维须条从阻捻钳口线输出后被平行加捻,加捻三角区基本消失,形成毛羽少的紧密纱。
2.3.2.4COM4Wool毛紧密纺系统的效果
尽管COM4Wool毛
表2—7传统环锭纺与紧密纺毛纱主要品质的对比表
纱密度 (tex) |
机型 |
条干 CV值 |
细节 (-50%) |
粗节 (+35%) |
毛粒 (+140%) |
强度 |
伸长率 % |
毛羽 指数 |
% |
个/km |
个/km |
个/km |
cN/tex |
% |
H |
||
27,8 |
A |
14.97 |
105 |
123 |
6 |
7.56 |
20.93 |
5.16 |
B |
14.38 |
84 |
118 |
7 |
7.99 |
21.93 |
4.18 |
|
C |
14.49 |
75 |
118 |
7 |
8.23 |
22.29 |
4.29 |
|
20.8 |
A |
17.41 |
147 |
338 |
64 |
6.40 |
12.42 |
5.45 |
B |
17.49 |
130 |
315 |
46 |
7.14 |
13.49 |
4.62 |
|
C |
17.25 |
112 |
290 |
36 |
7.24 |
14.84 |
4.67 |
|
15.6 |
A |
19,70 |
387 |
624 |
61 |
5.85 |
11.05 |
4.24 |
B |
18.66 |
266 |
447 |
49 |
5.90 |
12,31 |
3.31 |
|
C |
18.36 |
218 |
426 |
41 |
5.97 |
12.34 |
3.55 |
注A日常规普通锭子环锭纺;B冒常规普通锭子环锭紧密纺;c一指型锭子环锭紧密纺。
从表2—7可以看出,与传统纱线相比,CognetexCOM4Wool毛紧密纺系统的毛紧密纱的质量得到了极大的提高。实践表明,用COM4Wool毛紧密纺系统生产的纱线非常紧密、条干干净顺滑,纤维在整个纱线长度上分布均匀,强力大,牵伸后没有纤维损耗,断纤极少。与传统环锭纱线相比,毛紧密纱的特殊结构和均一性颇具优势,紧密纱的乌斯特均匀度提高,阻抗力增加,伸长延长,适纺范围广,毛羽大幅减少,面料舒适性提高,起球大幅减少,穿着十分舒适。此外,毛紧密纱对下游工序的加工十分有利,可简化工艺流程,提高织造性能,还可用单纱替代股线织造,有益于染色均匀和整理质量提高。毛紧密纱适用于超强经编、带对比花纹的提花面料、华达呢、哔叽、精细及超精细高档面料等衣料的织造。
与广泛投入使用的棉紧密纺纱线一样,毛紧密纺纱对纱线的质量同样也有大幅度的提升。与棉纤维相比,羊毛纤维
表2—8棉、毛紧密纱与传统环锭纱质量差异率(%)对比表
设计 线密度 (tex) |
实际 线密度 (tex) |
原料 |
锭速 |
条干 CV值 |
细节 |
粗节 |
棉结/ 毛粒 |
强度 |
伸长率 |
毛羽 |
18 |
18 |
棉 |
— |
-2.94 |
25.0 |
28.6 |
22.2 |
8.4 |
14.7 |
-55.3 |
20.8 |
毛A |
15.0 |
0.46 |
-11.6 |
-6.8 |
-28.1 |
11.6 |
8.6 |
-15.2 |
|
毛B |
21.0 |
-0.92 |
-23.8 |
-14.2 |
-43.8 |
13.1 |
19.5 |
-14.3 |
||
15 |
14.5 |
棉 |
— |
-2.85 |
0 |
20.0 |
8.3 |
7.6 |
2.3 |
-83.0 |
15.6 |
毛A |
22.8 |
-5.28 |
-31.3 |
-28.4 |
-19.7 |
0.9 |
11.4 |
-21.9 |
|
毛B |
34.8 |
-6.80 |
-43.7 |
-31.7 |
-32.8 |
2.1 |
11.7 |
-16.3 |
||
12 |
12 |
棉 |
— |
-3.78 |
20.0 |
-4.8 |
-20.0 |
4,0 |
3.7 |
-76.0 |
11.1 |
毛A |
12.5 |
-2.81 |
-18.8 |
-7.8 |
-53.9 |
13.4 |
-0.3 |
-26.8 |
|
毛B |
17.5 |
-3.26 |
-24.5 |
-7.9 |
-56.5 |
12.9 |
17.1 |
-25.5 |
注差异率=(紧密纱-传统纱);传统纱×100%
A—普通锭子紧密纺;B—指型锭子紧密纺。
毛紧密纺还能实现毛纺业多年来所追求的毛纱低特化和织造的单经单纬化,为轻薄型毛织物和毛纺新产品的开发提供了技术支撑及实现可能性。
据报道,利用紧密纺技术将较粗的廉价羊毛加工成较低特(高支)的精梳毛纱,纱线截面内纤维根数同比可降低约10%。同时,由于紧密纺具有强力高的优点,同样细度、捻度下纱线强力也明显高于同
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


