日本紧密纺系统
日本丰田(TOYOTA)公司是一家世界著名的纺织机械制造商。日本的紧密纺纱系统以丰田公司的EST型紧密纺系统为典型代表。
2.4.1丰田公司的紧密纺系统结构与特征
丰田公司的紧密纺细纱机是在该公司生产的RX240-NEW型细纱机基础上装配EST型紧密纺系统而组成的,定名为RX240-NEW-EST型(简称EST型)紧密纺细纱机(图2—23)。
EST型紧密纺系统结构特点如下。
a.加装紧密纺装置设计
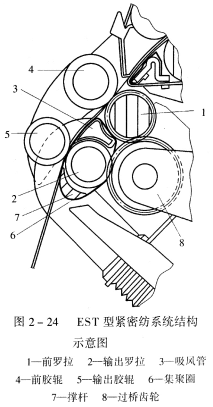
EST型紧密纺系统保持原细纱机牵伸装置不变,在原牵伸装置前增加—套EST型紧密纺装置。该紧密纺装置虽然也属于气流集聚装置,不过主要由输出罗拉2、输出胶辊5、异形截面吸风管3、吸风管外套的集聚圈6及负压吸风系统组成,但其与绪森EliTe®紧密纺装置并不相同(图2—24)。紧密纺装置的输出萝拉2和其上的输出胶辊5安装在原前罗拉1之前,使牵伸机构成了四罗拉系统。输出罗拉2和输出胶辊5二者组成前加捻控制钳口,握持输出纤维,同日寸也构成纱线加捻的阻捻钳口。输出胶辊5是被动的胶辊,靠输出罗拉2的摩擦而转动。
b.独特吸风管设计
从系统结构上看,EST型紧密纺系统的吸风管为单用型设计,或者说EST型紧密纺系统阻捻元件与集聚元件为分离设计,吸风管没有阻捻钳口的作用,输出或阻捻钳口由新增加的输出罗拉和输出胶辊完成。这种分离设计的好处是:集聚元件(集聚圈)不受阻捻元件(输出胶辊)的影响,也不受输出胶辊直径的影响,运行准确稳定,通过负压气流作用能够平稳光滑地集聚纤维;同时也可方便地进行EST紧密纺装置的安装和拆卸,实现传统环锭纺细纱机和紧密纺细纱机的灵活切换,有利于对其原有的RX240—NEW型细纱机进行改造。
从形状结构看,EST型紧密纺系统的吸风管3也是异形截面,但设计独特,不是绪森EliTe&#
从安装位置看,吸风管3安装在前罗拉1和输出罗拉2之间的三角区域内,并使其工作表面的两端尽量靠近牵伸钳口和阻捻钳口。
c.张力牵伸设计
EST型紧密纺系统采用吸风管为单用型设计,并且输出罗拉2由前罗拉1通过过桥齿轮8传动,是一个主动传动的输出罗拉,因此能在牵伸钳口到阻捻钳口之间的集聚区内非常方便地设置符合工艺需要的张力牵伸,牵伸范围设计为1.01~1.07倍。
d.集聚圈设计
EST型紧密纺系统采用吸风管套集聚圈集聚型设计,但这并不完全准确,因为它的集聚圈6不仅套在异形吸风管3上,而且还套在输出罗拉2上。这种设计可以更好地稳定输送纤维。集聚圈6由输出罗拉2下侧的钢质撑杆7张紧,并由输出罗拉2的摩擦传动而同步回转。集聚圈上有网状均布的通气孔,密度约为3000目/cm2。集聚圈采用合成纤维长丝织造而成,简单耐用。
e.吸风口设计
EST型紧密纺系统的异形吸风管上在对应每个纺纱锭位处都开有后宽前窄的细长吸风口,以形成气流导向。须条纤维的集聚作用就发生在与吸风管上气流导向口对应的集聚圈上。吸风口与纤维须条运动的方向倾斜一定角度设计,以有利于被集聚的纤维须条绕其自身轴向旋转,促进纤维的向心集聚紧密。该吸风口的作用与EliTe®装置相同,但由于丰田装置采用吸风管为单用型设计,气流导向口是设计在异形吸风管的弧形表面上,与阻捻钳口之间有一定间距,因而集聚作用不能持续到控制钳口线,对集聚效果有一定影响。
EST型紧密纺细纱机的部分参数如表2—9所
表2—9EST型紧密纺细纱机主要参数
项目 |
EST型 |
项目 |
EST型 |
锭距/mm |
70.75 |
筒管长度/mm |
180—250 |
最大锭数/锭 |
1200 |
锭速/(r/min) |
25000 |
钢领直径/mm |
36~53 |
锭子传动 |
锭带传动(4锭一组) |
升降动程/mm |
155,185,205,225 |
|
|
日本丰田公司称其EST型紧密纺系统为最新锐的紧密纺系统。理由是:由异形吸风管和集聚圈组成的集聚装置可实现纤维须条的柔性集聚,因而可纺制出毛羽少、强力高的高品质紧密纱。丰田公司米用4锭为一个负压吸风单元,结构简洁,无需工具即可装配和分解,具有良好的操作性,便于维修保养。EST型紧密纺系统的一根负压吸风管道对应48个锭位,配置在罗拉基座的上部,构造简洁,配管路径最短。吸风系统的调整由变频器控制,可获得最佳的负压工艺条件。集聚圈由输出罗拉摩擦驱动,无相对打滑,也不受输出胶辊直径的影响,运转准确,稳定性好,还能在牵伸钳口到输出钳口之间设置符合工艺需要的张力牵伸,在负压气流的作用下,可平稳光滑地集聚纤维,提高了纤维束的平行度,基本消除了加捻三角区。
2.4.2EST型紧密纺系统的工作原理
EST型紧密纺细纱机的工作原理并无创新。EST型紧密纺装置在纺纱过程中对纤维的集聚过程与作用和前述的德国绪森公司的EliTe®紧密纺系统类似,即当须条纤维离开前罗拉钳口线时,立即受到负压气流的作用,被吸附到集聚圈上对应空气导向口(吸风口)的位置,须条纤维边集聚边向前运动;与此同时,倾斜于须条运动
2.4.3EST型紧密纺系统的改进
在CITME2004上,丰田公司展出了其改进的EST型紧密纺细纱机。该机首创了电子牵伸系统,将喷气织机的开口装置E—shed技术运用到细纱机的牵伸驱动装置上,推出了全新的三轴独立型的电子牵伸(E—draft)系统,是CITMA2004会展上紧密纺技术的一大亮点。该电子牵伸系统采用专用伺服电动机进行前、中、后三根牵伸轴的独立驱动,即可任意设定和变更所有罗拉的驱动速度,实现高精度、高稳定性的牵伸控制。
新的三轴独立驱动型的电子牵伸(E—draft)系统,可自如地应对复合竹节纱、复合加捻纱等各种花式纱线新品种的工艺需要。此外,该机的改进之处还有钢领板运动采用了螺旋齿轮式积极升降系统,稳定可靠,并由彩色屏幕和多功能操作盘直接监控,适纺从牛仔布用超粗支纱到衬衫用超细支纱等各种高品质纱线。
丰田公司的三轴独立驱动型电子牵伸系统不是紧密纺技术,但是可更好地发挥紧密纺技术功能。电子牵伸(E—draft)系统是一种环锭纺牵伸系统的导向技术,应给予进一步的特别关注。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


