输出机构
无论采用怎样的吸风集聚机构,紧密纺的关键件都离不开输出机构。换言之,紧密纺装置除了吸风集聚机构外还须有输出机构。紧密纺装置输出机构的关键件包括输出罗拉和输出胶辊。输出罗拉与输出胶辊或其中之一与其他机件组成输出钳口,既承担顺利输出集聚紧密的纤维须条的作用,又承担控制集聚区纤维须条的作用,还有负责阻止加捻区捻度上传的作用。
3.5.1输出罗拉与输出胶辊
3.5.1.1输出罗拉与输出胶辊的命名
与其他关键件一样,输出罗拉与输出胶辊的称谓目前也尚未统一。比较常见的称谓除了输出罗拉与输出胶辊外,还有控制罗拉与控制胶辊,阻捻罗拉与阻捻胶辊,导向罗拉与导向胶辊等名称。
输出罗拉与输出胶辊可定义为,在紧密纺机构中,设置在纤维集聚区之后,用于控制并输出集聚紧密的纤维须条进入加捻卷绕机构的回转机件。该回转机件具有弹性包覆物的称为输出胶辊,没有弹性包覆物的则称为输出罗拉。输出罗拉与输出胶辊两者可以配套使用,也可以单独使用或与其他机件配套使用。但不论是配套使用,还是单独使用或与其他机件配套使用,都应当组成良好控制和稳定输出纤维须条的输出钳口。
3.5.1.2输出罗拉与输出胶辊的作用
紧密纺细纱机区别于传统环锭纺细纱机的主要标志在于牵伸前部加装的紧密纺装置,紧密纺装置除了集聚罗拉、吸风管和集聚圈等关键件外,一般还包括组成输出钳口的输出罗拉与输出胶辊。
输出罗拉和输出胶辊的主要作用有三点:控制集聚区输出钳口处纤维须条的运动;保证集聚紧密的纤维须条顺利输出集聚区;构成阻捻钳口并阻止加捻区的捻度上传。
输出罗拉和输出胶辊的作用是一种一般意义或常见的说法,不严格。严格说应当是输出钳口的作用。如果输出钳口由输出罗拉和输出胶辊组成,则输出罗拉与输出胶辊应当具备输出钳口的作用:如果输出钳口由输出罗拉或输出胶辊中的某一个单独构成或者与其他机件配套构成,则该机构同样应当具备输出钳口所述的作
3.5.1.3输出胶辊的寿命与保养
输出胶辊与输出罗拉相比,输出胶辊易磨损,同时它的作用相比更为重要一些,因此要注意输出胶辊的质量、使用与保养。
a.输出胶辊的寿命
实践证明,在紧密纺设备的使用过程中,输出胶辊的使用寿命明显要比牵伸系统中的胶辊寿命短。除输出胶辊的本身质量问题外,其原因主要有以下几点。
①集聚紧密纤维的磨损:在紧密纺装置中,纤维须条被集聚紧密,横向宽度缩短,线密度提高,无疑对输出胶辊的磨损增大,减小了输出胶辊的使用寿命。
②没有横动装置:紧密纺装置中,为确保纤维的有效横向集聚,都没有设置横动装置。在紧密纺纱过程中,吸风管上吸风口的位置固定不变,被纺的纤维须条必须紧贴着吸风口的一边才能有效集聚,并沿着该方向在被输出胶辊握持的固定位置处输出,磨损位置集中,久而久之,须条就会在输出胶辊的固定位置上磨出细槽。普通环锭纺纱中,一般设计有横动装置,纤维须条能在前胶辊的握持下左右回摆,磨损范围大,因此前胶辊的寿命比输出胶辊长。
③硬度较低:为确保被摩擦的集聚圈正常运转,选用输出胶辊的硬度一般要比传统环锭纺纱中的前胶辊低,较软的输出胶辊比较硬的输出胶辊更不耐磨损,导致输出胶辊的寿命相比较短。
④工艺压力过大:一般而言,摇架压力越大,胶辊的磨损就越快。如果企业在紧密纺生产工艺中使用了不当的加压,或者配选了不合适的摇架,会造成输出胶辊使用寿命缩短。
⑤机构设计不完善:紧密纺输出机构的结构、形式各种各样,性能、特点各有千秋,并且还在不断地改进、完善和创新过程之中。输出机构相对不完善的设计,会直接导致输出胶辊的短命,影响生产效率和产品质量。对企业用户而言,选择结构设计合理、功能相对完善的紧密纺装置至关重要。这种选择,不仅要注重购买价格或性价比的大小,
b.输出胶辊的选用和保养
输出胶辊是紧密纺系统中的关键件之一,做好输出胶辊的选用和保养,延长其使用寿命,既可以降低纺纱成本,又可以提高纱线质量,增加紧密纺的经济效益。因此,如何加强输出胶辊的选用和保养,已成为紧密纺需要研究的一个课题。
为了延长输出胶辊的使用寿命,建议采取如下措施。
①选配设计合理的输出机构和质量精良的输出胶辊。优秀的输出机构和优良的输出胶辊是延长输出胶辊寿命的基本保证。
②设计合理的工艺参数。在确保集聚圈与输出胶辊和吸风管摩擦比适当,紧密纺纱正常运行的前提下,适当提高使用胶辊的硬度、合理调低摇架对输出胶辊的压力,并尽力保持各锭加压的一致性。
③提高输出胶辊的磨辊频率。适当增加对输出胶辊表面的磨砺次数,不要等到输出胶辊表面出现深槽时再磨辊,这样既可提高磨辊效率,又可延长胶辊使用寿命。
④换位使用输出胶辊。由于吸风管上的吸风口一般都倾斜一定角度,输出纤维须条不在输出胶辊的轴向中心位置,因此可以采用定期换拉的使用方法来延长输出胶辊的使用寿命。换位方法是指把输出胶辊轴向旋转180°,使输出纤维须条与输出胶辊接触位置发生改变的方法。这种方法相当于扩大了输出胶辊的磨损范围,意似增加了横动装置。
⑤加强日常维修保养管理,做好卫生清洁工作。
3.5.2输出钳口设计
作为输出钳口必须完成其基本作用,而完成其基本作用可以有不同的机构和关键件。不同的紧密纺系统中,完成相同作用的输出钳口构成及其关键件种类繁多,各有优缺。
3.5.2.1输出钳口的类型与特征
输出钳口的设计类型可以从不同角度来划分。按输出罗拉和输出胶辊是否同时使用或者是否还涉及其他机件,输出钳口可以分为单用型输出钳口、双用型输出钳口和混用型输出钳口;按输出钳
a.单用型输出钳口、双用型输出钳口和混用型输出钳口
(1)单用型输出钳口
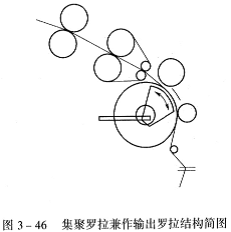
所谓单用型输出钳口是指在紧密纺装置的输出机构中仅设计有输出罗拉或输出胶辊中的一个输出钳口。集聚罗拉集聚型紧密纺系统的输出钳口都属于这种类型。例如,立达公司的ComforSpin®紧密纺系统是典型的单用型输出钳口。其紧密纺装置的输出机构中,仅设计有输出胶辊,而没有输出罗拉,因此称为输出胶辊单用型输出钳口。单用的输出胶辊与集聚罗拉组成输出钳口。换言之,输出罗拉的作用由集聚罗拉兼任。集聚罗拉还兼有牵伸与吸风集聚作用(图3—46,亦可参考3.1.1.1节)。又例如,国内一件发明专利申请(专利申请号CN03143312.X,参见图3—20)设计的一种集聚罗拉型吸风集聚机构的输出钳口,山西榆次正晋纺织机械制造有限公司紧密纺系统的输出钳口等,也属于此种类型。
值得指出的是,以输出钳口角度看,输出胶辊单用型输出钳口不仅涉及部分气流集聚型紧密纺系统,而且还包括了部分机械集聚型紧密纺系统,或者说,机械式紧密纺系统的输出机构一般都采用输出胶辊单用型输出钳口,例如,瑞士罗托卡夫特公司的R。C。S型紧密纺细纱机的输出机构(参见图2—3)、立达公司机械式紧密纺系统的输出机构(参见图2—64)、山东裕华公司开发设计的机械集聚型紧密纺系统的输出机构(参见图2—50)等,均属于该类型的输出钳口。
除输出胶辊单用型输出钳口外,还有输出罗拉单用型输出钳口。这种单用型输出钳口,是指紧密纺装置的输出机构中,仅设计有输出罗拉,而没有输出胶辊,因此称为输出罗拉单用型输出钳口。单用的输出罗拉与集聚罗拉组成输出钳口。换言之,输出胶辊的作用由集聚罗拉兼任(图3R
单用型输出钳口的主要特征是集聚区与输出钳口之间不存在无控制区,对集聚紧密的纤维须条控制有力,输出纤维顺畅,并且传动简单,机构简洁,维修保养容易;主要缺点是输出钳口与牵伸钳口—般不能设置张力牵伸,相对减弱了输出钳口对纤维须条的控制。
(2)双用型输出钳口
所谓双用型输出钳口是指在紧密纺装置的输出机构中同时设计有输出罗拉和输出胶辊的输出钳口。吸风管单用型紧密纺系统的输出机构均属于这种类型。例如,丰田公司的EST型紧密纺系统的输出机构就是典型的双用型输出钳口(参见图3—3)。又例如,德国青泽公司的AirComTex紧密纺系统(参见图2—15)以及浙江日发公司的RFCS510型紧密纺系统(参见图2—26)、山东同大公司的JFA型紧密纺系统(参见图2—52)和山西佳信公司的JFl526型紧密纺系统等,也都属于这种双用型输出钳口的设计。
双用型输出钳口的主要特征是无论机构设计怎样完善,集聚区与输出钳口之间都存在无控制区,对集聚纤维须条的控制相对较弱,输出纤维须条不流畅,并且传动较复杂,机构不够简洁。但它的主要优点是输出钳口与牵伸钳口可
(3)混用型输出钳口
所谓混用型输出钳口是指在紧密纺装置的输出机构中输出罗拉或输出胶辊与外套在吸风管上的集聚圈所构成的输出钳口。吸风管兼用型紧密纺系统的输出机构均属于这种类型。例如,德国绪森公司的EliTe®紧密纺系统就是典型的混用型输出钳口(参见图2—10)。又例如,意大利马佐里公司Olfil®紧密纺系统(参见图2—19)以及国内一些紧密纺装置,如上海二纺机EJM971型紧密纺系统(参见图2—28)、上海纺研所KJF型紧密纺系统(参见图2—30)等,都采用了这种类型的输出钳口。这种输出钳口是输出机构的机件(输出胶辊或者输出罗拉)与吸风集聚机构的机件(吸风管和集聚圈)混合使用所组成输出钳口。
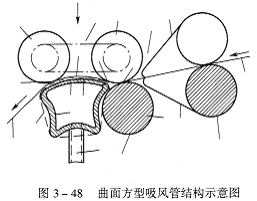
混用型输出钳口要求吸风管及集聚圈的设计配合,不仅要满足吸风集聚机构的技术要求,而且要满足输出钳口的技术要求,或者说在满足吸风集聚机构技术要求的基础上,同时要满足输出钳口的技术要求。因此,该类型输出钳口的吸风管除个别采用圆形截面(如上海二纺机EJM971型紧密纺系统,参见图2—28)以外,一般均采用异形截面吸风管,如典型的EliTe®紧密纺系统的梨型吸风管。正是因为如此,为满足输出钳口的设计要求,给吸风管的形状结构设计提供了广阔空间。除了本章3.3节所述的梨形和三角形截面的吸风管之外,还有其他形状的异形吸风管,例如,立达公司的一件国际专利申请(专利申请号01803257.5)所设计的笔者称之为曲面方型吸风管(图3—48)。这种吸风管形状设计除可使集聚作用能尽可能地靠近牵伸钳口,改进纤维须条从牵伸装置到集聚区的过渡以及集聚区到输出钳口的过渡之外,还可同时具有张紧集聚圈的作用,以减少张
混用型输出钳口的主要特征是集聚区与输出钳口之间也不存在无控制区,对集聚纤维须条的控制相对较好,输出纤维须条流畅,机构设计比双用型输出钳口简洁,传动较简单,维修保养方便,并且输出钳口与牵伸钳口之间可以适当设置张力牵伸;但它主要缺点是对配合机件的设计要求较高,制造难度较大,安装和使用相对不方便。
b.半弹性输出钳口和弹性输出钳口
所谓半弹性输出钳口是指输出钳口相互啮合的两个机件中仅有一个机件具有弹性。半弹性钳口典型的代表是瑞士立达公司的ComforSpin®紧密纺系统(图3—46)。这种输出钳口的最大特征就是该钳口仅有一个机件即输出胶辊具有弹性,而与之相互啮合的另一个机件(包括集聚罗拉或输出罗拉)不具有弹性。一般而言,集聚罗位集聚型紧密纺系统的输出机构或者吸风管套集聚圈型紧密纺系统中的吸风管单用型集聚机构的输出机构以及机械集聚型紧密纺系统的输出机构都属于半弹性输出钳口。这种半弹性输出钳口,也即输出胶辊与输出罗拉或集聚罗拉构成输出钳口的特征同于牵伸机构的前胶辊与前罗拉构成的牵伸钳口,不再赘述。
所谓弹性输出钳口是指输出钳口相互啮合的两个机件都具有弹性的输出钳口。弹性钳口典型的代表是德
弹性输出钳口的弹性集聚圈是在吸风管支撑下与输出胶辊构成的弹性钳口,因此吸风管的形状、结构和材料,集聚圈的材料和是否有集聚圈张力机构及张力机构的性质,输出胶辊与套有集聚圈吸风管的啮合位置以及工艺压力都会影响输出钳口的性能,也因此与所述的牛弹性输出钳口不同,弹性输出钳口的多种影响因素会为这种钳口结构的改进或创新设计提供充分的空间。本章前述各节中立达分司关于吸风管和集聚圈的不断创新设计就是良好的诠释。
c.积极输出钳口和半积极输出钳口
积极输出钳口和半积极输出钳口可定义为:凡输出胶辊采用非摩擦方式传动的输出钳口统称为积极输出钳口;而凡输出胶辊采用摩擦方式传动的输出钳口统称为半积极输出钳口。一般而言,所述弹性钳口均为积极输出钳口。之所以做这种区分,是为了有益于输出钳口的传动分析与设计。
3.5.2.2输出钳口的传动分析
输出钳口的本质功能是顺利地输出集聚紧密的纤维须条,而输出纤维须条离不开对输出钳口机件的传动。输出钳口的传动形式多种多样,机构设计各有特点,使用的传动机件也各不相同。
a.积极输出钳口的传动方式分析
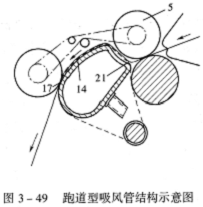
积极输出钳口的传动方式一般均采用前胶辊通过传动机件来拖动输出胶辊主动回转,以输出纤维须条,因此积极输出钳口也可以称为输出胶辊传动型输出钳口。所述的传动方式是非摩擦传动的机械方式,主要包括同步带(图3—48、图3—49)传动和过桥齿轮(参见图2—10)传动两种方式。
积极输出钳口传动方式的优点是:由于输出
积极输出钳口传动方式的缺点是:由于输出胶辊是通过前胶辊获得动力的,而每个或每两个前胶辊都是独立传动的,因此不能实现集体传动,一方面使车面增加零件相对较多,机前不够简洁;另一方面容易造成锭子间的差异,影响紧密纱的整体质量。另外,输出胶辊的动力是由前胶辊获得,而前胶辊的动力是由前罗拉摩擦传动获得的,因此要使前胶辊具有进一步拖动输出胶辊的动力,就必须提高前胶辊的加压压力,这样会导致前胶辊的磨损加快,使用寿命减短,同时也对加压摇架提出更高的质量要求。
b.半积极输出钳口的传动方式分析
半积极输出钳口的传动方式一般均采用前罗拉通过传动机件来拖动输出罗拉进而摩擦传动输出胶辊被动回转,以输出纤维须条,因此半积极输出钳口也可以称为输出罗拉传动型输出钳口。所述的传动机件同样是同步带(参见青泽公司的AirComTex紧密纺系统)和讨桥齿轮(参见丰田EST型紧密纺系统,图2—24、图3—3)。
半积极输出钳口传动方式的优点是:这种传动方式可以根据生产品种适当调整输出钳口的速度,也即调整前罗拉一输出罗拉之间的牵伸比,保持输出钳口的一定张力;输出罗拉可实现集体传动,有利于减小锭间差异,提高纱线整体质量;由于过桥齿轮等传动机构可以安装在输出罗拉的下部,从机前看,比输出胶辊传动型车面整齐
半积极输出钳口传动方式的缺点是:与积极输出钳口的传动方式相比,增加的零件较多,结构也比较复杂,安装保养较为麻烦;由于集聚圈同时套在输出罗拉和吸风管上,集聚圈的长度较长,张力不容易控制,输出罗拉通过集聚圈再摩擦传动输出胶辊,对集聚圈的磨损较大,对集聚圈的材料要求较高,提高了制造和使用成本。这种输出钳口与集聚区存在无控制区,或者说纤维集聚过程不能延续到输出钳口处,因而对集聚效果有一定的不利影响。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


