前述各节,介绍了国内外各种紧密纺系统及其结构特征。本节将以其为基础,对各种紧密纺系统做一对比分析,以进一步了解各种紧密纺系统。
瑞士立达公司与德国绪森公司紧密纺系统的对比分析
瑞士立达公司的ComforSpin®紧密纺系统和德国绪森公司的 EliTe®紧密纺系统是世界上最早研发出来的紧密纺系统。它们是迄今技术最成熟、效果最优良的两种紧密纺技术,也是紧密纺纱锭截止到目前在国际上推广最成功、应用最多的两种紧密纺系统。
瑞士立达公司与德国绪森公司紧密纺系统的结构特征分析
立达公司的ComforSpin®紧密纺系统和绪森公司的EliTe®紧密纺系统都属于气流集聚型紧密纺系统。它们的共同特点都是在牵伸区前加装了一套负压吸风系统构成的,用以消除加捻三角区,达到减少纱线毛羽、提高成纱质量的目的。但这两种紧密纺系统的结构设计明显不同,它们的负压吸风系统结构和元器件设计存在着本质差异: ComforSpin®紧密纺吸风系统的特征是集聚罗拉吸风结构设计,而 EliTe®紧密纺吸风系统则是吸风管套集聚圈吸风结构设计,属于气流集聚型紧密纺系统中的两种吸风结构类型的典型代表。
a.立达公司ComforSpin®紧密纺技术的首创点(图2—60)
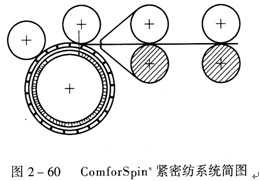
①紧密纺机构与牵伸机构一体化设计。这种设计的主要特征是以集聚罗拉代替原纺纱牵伸装置中的前罗拉,使紧密纺机构与原牵伸结构以其为纽带紧密衔接。集聚罗拉既保持了原有前罗拉的牵伸功能,又承担着负压吸风集聚纤维的任务,同时还要负责输送纤维进入加捻区。这意味着,ComforSpin®紧密纺系统需要改造原牵伸机构或者重新配制一体化设计的牵伸机构。因此从严格意义讲,该系统不能称为在“牵伸区前加装一套紧密纺装置”的紧密纺系统。正是由于集聚罗拉的至关重要地位和作用,这种类型的紧密纺
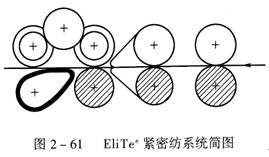
①加装紧密纺机构设计。这种设计真正是在前罗拉前增加了一套紧密纺系统或装置,原有的牵伸机构不做任何变动的设计。其紧密纺系统的吸风集聚机构由吸风管外套集聚圈组成。吸风管上对应每个纺纱锭位处开有沿纤维运行方向倾斜一定角度的吸风口。吸风管
与负压源相连。这一特点,使该系统便于对传统环锭纺细纱机进行紧密纺改造。
②引入集聚圈。这种系统的吸风管是固定不动的,因此必须引入一个在配合吸风管完成吸风集聚纤维任务的同时,还可以完成纤维输送任务的机件,这就是集聚圈。它套装在吸风管上对应吸风口的位置处,承担输送须条和集聚纤维的双重任务。进入集聚区的纤维通过吸风口和集聚圈的小孔被吸附在对应吸风口部位的集聚圈上,受负压作用而集聚成紧密纱(参见本章2.2节)。由于这种紧密纺系统的纤维集聚任务主要由吸风管和集聚圈共同完成的,因此称其为吸风管套集聚圈集聚型紧密纺系统。
集聚圈由柔性材料包括纤维材料和
瑞土立达公司与德国绪森公司紧密纺系统的综合对比分析
a.从两种系统的工艺角度比较
从工艺角度看,在ComforSpin®紧密纺系统中存在的缺陷是:无控制区有所增加,不利纤维牵伸控制。该系统由于采用了大直径的集聚罗拉替代了前罗拉,使主牵伸区的前无控制区长度有所增大,不利于对纤维特别是短纤维或浮游纤维的牵伸控制。但也正是由于没有前罗拉,使得牵伸钳口与集聚钳口“零距离接触”,集聚作用可以延伸到牵伸区,可弥补或部分弥补前无控制区增大之不足。落棉率相对提高,加大了原料消耗。该系统的集聚罗拉为钢质材料,表面十分光滑,与纤维的摩擦因数很小,加上罗拉表面的吸
气流集聚型与机械集聚型紧密纺系统的对比分析
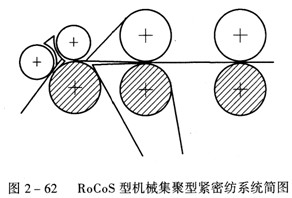
自1999年紧密纺细纱机问世以来,以立达公司的ComforSpin®和绪森公司的EliTe®为代表的气流集聚型紧密纺系统发展极为迅猛,许多国际知名企业纷纷涉足紧密纺领域,推出了自行研制、形式多样的气流式紧密纺细纱机或装置。国内也有大量纺机生产厂商,或自行研制或引进关键技术,投入到气流式紧密纺细纱机的研制开发中。直到2003年,瑞士Rotorcraft公司在ITMA 2003(伯明翰国际纺织机械展览会)上首次展出了自己的RoCoS型紧密纺细纱机,率先创出了一种机械集聚型的紧
气流集聚型紧密纺系统的种类很多,包括瑞士立达公司的ComforSpin®紧密纺系统,德国绪森公司的EliTe®紧密纺系统,德国青泽公司的AirComTex紧密纺系统,意大利马佐里公司的Olfil®紧密纺系统,日本丰田公司的EST紧密纺系统等以及国内众多厂商的紧密纺装置。这些紧密纺系统虽都属于气流式集聚类型,但集聚形式各有特点和不同。各公司通过不同的主、被动传动形式,变化集聚器件的结构形状以及在须条的上下位置,改变吸风口的长度、角度和方式,以避免可能的侵权纠纷。这些不同气流式紧密纺系统的设计,使纤维集聚效果和纱线质量也有所不同。
在气流式紧密纺系统中,纤维束的集聚主要由负压吸风来完成,因此耗电大;紧密纺装置结构复杂,因此成本高;集聚元件易损,因此运行费用多。这些都是它们的不足。但气流式的集聚作用比较柔和,灵活性好,集聚效果优于机械式。经过多年的发展,气流集聚紧密纺技术已进入成功实践和再创新的阶段。由于多方技术科研力量的加入,并在实践中不断深化认识,对气流集聚紧密纺的改进和革新将进入一个新的时期。
在机械式紧密纺系统中,集聚元件主要是加装了一个带有特殊凹槽的磁铁集合
各种紧密纺系统适纺纤维的对比分析
紧密纺装置推出伊始,主要
国内外紧密纺系统的对比分析
1999年的巴黎ITMA展览会上,瑞士立达公司、德国绪森公司和青泽公司首次展出带有紧密纺技术的细纱机,使中国纺织业界初识紧密纺,但那时似乎没有引起太多的注意。三年后的北京ITMA 2002展览会上,立达、绪森、青泽、意大利马佐里、日本丰田等国际著名纺机公司齐聚中国,首次展出了其各自基于紧密纺技术的细纱机,意欲正面进军庞大的中国市场。而此时国内尚无一家纺机厂商推出紧密纺细纱机,有的甚至不知道紧密纺技术。然而仅两年后的2004年,在北京举办的第九届中国国际纺织机械展览会上,在所述国外各纺机厂商继续推出改进的紧密纺样机或装置的同时,国内也有十余家纺机厂展出了自己的紧密纺纱机或装置,包括经纬纺机、浙江日发、上海二纺机、山西鸿基、铜陵松宝、河北天圣、山西佳信等公司,一时间如雨后春笋,紧密纺技术炙手可热,备受关注。
国内外紧密纺系统的整体结构分析
与国外成熟的紧密纺技术相比,国内的紧密纺系统不仅是起步时间较晚,而且存在两个主要问题:
①普遍重视适合老机改造紧密纺装置,缺乏紧密纺系统的整体设计与配套研究,其结构往往不能保证合理,存在照猫
表2—15 国外
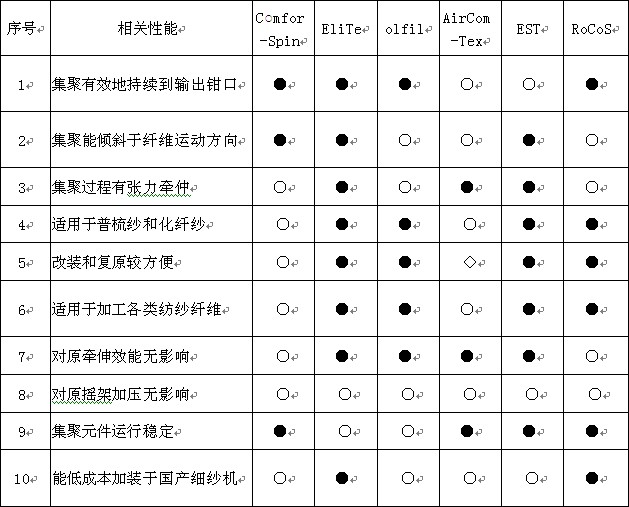
注 ●一是;○—否;◇—一般
国内外紧密纺系统的集聚元件分析
在第一种类型中的第二种吸风管套集聚圈型紧密纺系统中,所述的集聚圈无疑是最重要的集聚元件、集聚圈也可以分为两种类型:一种是用合成纤维长丝织造的织物集聚圈,另一种是有特殊打孔的胶圈。在相对于刚性的集聚罗拉集聚元件而言时,因为合成纤维织物集聚圈是非胶质的,不能用胶圈来表达;不用打孔,也不能用打孔胶圈来称谓;同样也不使用网格圈或类似的概念,因为它也不能包括胶圈或打孔胶圈这一类型。因此笔者提出了“集聚圈”这一上位概念,并定义为:在集聚区内可以透过负压气流使纤维须条集聚紧密并可携带纤维须条同步运行输出的柔性环状物。希望能很好地涵盖现有的这两种材料的集聚元件,并包括可能产生的第三种或更多的类似的集聚元件。
除了集聚圈的类别外,在集聚圈的传动方式上,也可分为两种:一种控制罗拉主动式。这种方式是输出罗拉为主动传动,带动集聚圈和输出胶辊转动的传动方式,包括德国青泽公司、日本丰田公司和国内浙江日发公司、山西佳信公司、河北天圣公司、浙江泰坦公司、山西鸿基公司(化纤型)等紧密纺装置。另一种输出胶辊主动式。它以输出胶辊为主动传动,通过摩擦力带动集聚圈回转的传动方式,包括德国绪森公司、意大利马佐里公司和国内的经纬纺机、上海二纺机、铜陵松宝公司、上海纺机所、山西鸿基公司(棉型)等紧密纺装置。由前述相关内容可知,输出胶辊主动式的传动方式需要增加一个过桥齿轮,或采用同步带由前胶辊传动,所以每两个纱锭就需要增加一组过桥齿轮或一条同步带,零件增多,结构显得复杂,维修保养不方便。
在集聚圈紧密纺系统中,所述的负压吸风管无疑也是非常重要的集聚元件。吸风管的种类不限于两种。由吸风管的横截面形状来看,吸风管有圆形和非圆形之分。非圆形的吸风管常被称为异形或异形截面吸风管。意大利Ol
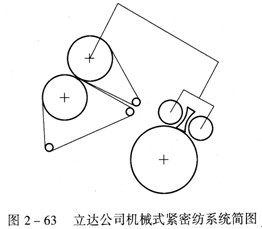
在第一大类型中的第一种集聚罗拉型紧密纺系统中,瑞士立达公司一骑绝尘,国内无人随后,无从对比。在第二大类型的机械集聚型紧密纺系统中,瑞士的罗氏公司领先,国内已有几家类似设计,但尚无应用报道。
国内外紧密纺系统的集聚效果分析
从集聚效果上看,集聚罗拉型紧密纺系统的集聚罗拉是牵伸、集聚和阻捻作用三合一的集聚元件,没有无控制区,并内装有V形斜槽吸风组件,吸风性能稳定,集聚效果较好。但它不适于国产普通细纱机改造,因而国内几乎没有这种类型的紧密纺设计。
对于国内多采用的吸风管套
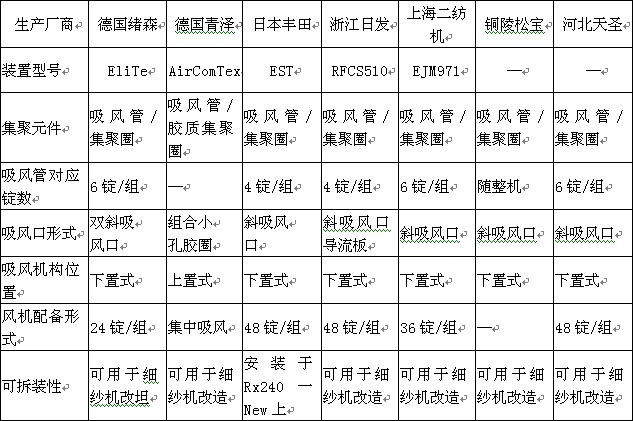
表2—16 国内外几种紧密纺装置的主要技术特征
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


