紧密纱的接头问题
紧密纺工艺生产的紧密纱毛羽少、强力高、耐磨性能好,具有优美的外观形态,但相比较环锭纺工艺而言,紧密纺工艺的接头是弱项,问题主要表现在以下两个方面。
接头相对困难
紧密纱由于结构紧密不易开松,纱体光滑,无边缘纤维,因此紧密纱的接头相对困难。纤维若不能充分开松,纤维混合更是不易,这样就使两段纱线纤维抱合力差,容易滑脱,开松能力相对差的空气捻接对紧密纱的接头不太适用,这一点已被实践证明。
接头质量要求高
紧密纱由于结构紧密,纱体光滑,无边缘纤维,纱疵少,因而紧密纱上的接头比较明显;织成织物后,质量较差的接头在光洁的织物布面上很容易被发现,所以紧密纱的接头质量要求非常高,偏差范围必须非常小。因此,传统环锭纱的标准接头在紧密纱上就可能成为疵点,影响紧密纺纱线的外在美观和内在强力。这无疑反过来加大了紧密纱的接头难度。
紧密纱的接头捻接
自动络筒机及其自络纱是现代纺纱技术和质量的标识之一。而捻接技术是自动络筒机的核心技术之一,它直接关系到自络纱的质量。
外观质量和接头强力是检验纱线捻接质量的最重要的两个标准。紧密纱织成的高质量产品对捻接接头的视觉性能要求极高。紧密纱细度较大,条子均匀,织物精致,外观质量低的紧密纱接头与之同在一起时,视觉上的不规则性就表现得更为突出。接头捻接强力是其自身和进一步加工中的另一个决定性参数。
捻接过程本身可以被分成纱线断头两端纤维的松解与捻合连接两个过程。纱线断头两端纤维良好的松解是确保捻接的外观与强力尽可能与纱线相一致的前提和必要条件。紧密纱中的捻度分布均匀,尤其是在短片段长度上分布均匀,有利于松解;而紧密纱结构紧密又不利于纱线断头两端纤维良好的松解。断头两端纤维良好的松解才能有良好的纤维捻合。结构紧密、纱体光滑、毛羽少的紧密纱对于良好松解与捻合连接两个捻接过程都不利。
由于紧密纱与环锭纱的品质不同,因此自动络筒机的捻接器件和捻接工
空气捻接与机械捻接
目前高速络筒机普遍采用的捻接技术为空气捻接,国内也有相当成熟的经验。空气捻接技术是一种利用空气动力捻合而完成纱线断头自动接头的技术。其工作原理是通过压缩空气将纱条在捻接腔内退捻、加捻。
对于传统环锭纱,这种捻接方式完成一整套动作大约需要1.5s,接头处的纱线直径为原纱直径的1.2倍左右,捻接头长度在20— 30mm之间,结头处保留强力为原纱强力的80%以上,且织造后的布面条纹清晰、均匀。
对于紧密纱而言,由于纱线外部几乎没有自由纤维,无法很好配合空气捻接的开松,因此其捻接效果不太理想,不能达到传统环锭纱的标准。在紧密纺纱工艺发展的初级阶段,接头成为一大难题。
机械捻接技术是一种利用机械力搓捻而完成纱线断头自动接头的技术。机械捻接技术是一种更接近纱线加捻特征的捻接技术。它是通过两个自补偿的交叉式盘片的机械搓捻动作来完成纱线的捻接,并且在捻接全过程可对纱线进行全程的导向及控制。机械捻接技术适应范围广,捻接成功率高,搓捻接头稳定性好,强力高,外形美观,质量优良。
随着紧密纺技术的不断发展和推广,开发机械捻接技术用于紧密纱的接头技术备受关注。
SAVIO机械捻接器捻接原理
市场有需求,技术就有发展。紧密纱的接头问题存在,解决该问题的接头技术就会应运而生。
意大利SAVIO公司生产的机械捻接器(TWINSPLICER)是目前能较好解决紧密纱接头问题的接头装置。它主要根据成纱的捻系数通过退捻、纱线牵伸、加捻等工艺过程,对紧密纱进行结构重建,实现良好接头。该搓捻器由于全部采用机械作用与控制,紧密纱接头处几乎无痕迹,接过头的纱线基本与原纱一样结实和稳定。
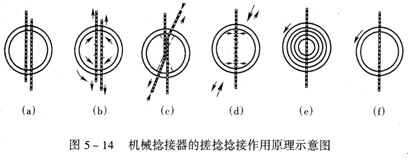
SAVIO机械捻接器用机械动作控制和引导纱线,完成断头搓捻捻接的全过程。搓捻捻接动作的作用过程是(图5—14):退捻一牵伸一加捻。
①引导断头的两根纱线送人两个搓捻盘之间[图5—14(a)];
②使断头的两根纱线退捻并被轴向牵伸[图5—14(b)];
③让断头的两根纱线一起进入到搓捻盘的中心位置并合,并把接头后的过长纱头夹持住[图5—14(c)];
④把两根断头的纱线捻接紧密结合在一起,成为一根纱,同时把过长的纱线末端纱头弯曲拉断[图5—14(d));
⑤对已结合好的纱线接头实施加捻加固,成为光、圆、紧的一根纱 [图5—14(e)];
⑥打开搓捻盘,把捻接好头的纱线抽出来,完成全部机械捻接动作[图5—14(f)]。
SAVIO机械捻接器的工作特点是:纱线捻接的退捻和加捻动作都在两个自补偿的交叉搓捻盘片之间进行。这两个交叉搓捻盘适用于各种细度的纱线,即使是上蜡的纱线也不会影响其工作。换言之,该捻接器的原料适应性能良好。
SAVIO机械捻接器有三项捻接工艺参数,即退捻、车伸和加捻参数,它们对捻接质量至关重要,应当特别注意调
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


