2.3.5电解电流
由试验确定适宜的电解电流。配制2000mL、200mg/kg直接大红染料溶液试样4组,分别加入食盐3g,调整pH=9,加入聚丙烯酰胺助凝剂0.025g,搅拌转速80r/min,调整各组试验的电解电流,电解5min后,测定不同试样的脱色率,结果见表。

由表1可见,随着电流的增加,脱色率增大,为使脱色率超过90%,电解电流应选定为2A。
2.3.6阳极板的钝化及消除
阳极板在电流作用下被溶解生成二价铁离子,同时也存在着阳极板被电化学氧化(钝化)的过程。此时阳极表面会生成高价铁氧化膜,阻止铁的溶解,使废水脱色所需时间延长,电耗增加。
消除钝化的方法有机械法,即用铁刷子除膜,但劳动强度大。目前大多采用低电流电压及极板交换接点法。电极接电互换后,在电解时,由于阴极板上(已钝化的阳极)的H+还原成氢气,在氢气逸出过程中,将钝化膜撕成块状而脱落。
2.4印染废水的试验结果
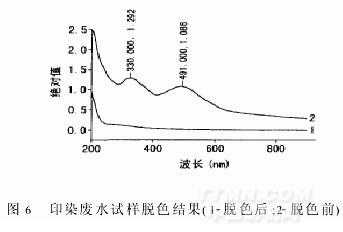
由于印染废水(取自长春华宇染整厂)组分复杂,一般至少由三种以上染料混合而成。废水试样脱色试验的方法、所用设备与药剂与前模拟试验相同。由于废水中的杂质是电解质,在电场作用下产生电解,所以脱色率更高,脱色速度更快。选用前述试验的最佳参数,电解5min后,用Cary500UV VIS NIR分光光度计VARI AN进行检测(如图6所示),试样的脱色率达99%以上。
3结论
3.1本法用于染料溶液导流电凝聚脱色,其脱色率均在96%以上(大多数在99%或以上)。用于处理某印染厂染色废水,其脱色率也可达99%以上。本法处理水溶液的最佳pH值在7~9之间,因此处理后排放水达到国家允许的排放标准。
3.2本法装置结构简单、体积小,电耗也小,便于操作和实际应用。
3.3本法处理含杂质印染废水,脱色速度更快。
3.4本试验使用小型装置,对工业大型设备尚需解决尺寸放大等问题。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


