FA022型多仓混棉机
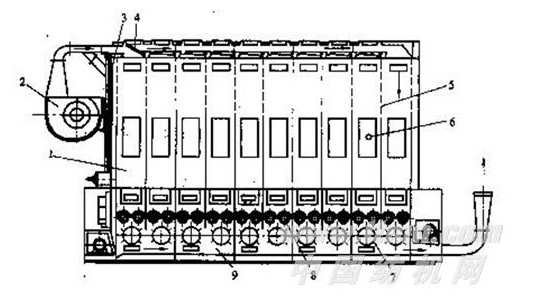
1、FA022的结构;
2、空仓喂料:先利用手动依次将各仓喂满,而后开车自动运转。
3、混和原理:机器各仓同时输出的原棉,在喂入机器时存在时间差,称为时差混和。
4、影响混和时间的因素分析
设n为棉仓个数,Q为任一仓的容量(公斤),Q0为与光电管平齐时的棉仓容量(公斤),P为上道机器的产量(公斤),P0为机器的输出量(公斤),则第一仓与最后一仓的喂料时间差T为:
![]()
(1)光电管的安装高度
由上式可知:光电管安装高度低时,Q0小,最大混和延时T增大。当Q=40.5kg,P=600kg/h,P0=500kg/h,n=6时,Q0=18、19、20、21、22kg时,根据公式算得T值见表2-1。
表2-1Q0与混和时差的关系
Q0/kg |
18 |
19 |
20 |
21 |
22 |
T/min |
13.41 |
12.82 |
12.22 |
11.63 |
11.03 |
(2)机器的喂入量与输出量
在多仓混棉机的棉仓个数n=6,输出量为500kg/h,Q0=20kg,输入量分别为500、550、600、650、700kg时,根据上式算得T值见表2-2。
表2-2喂入量与混和时差的关系
P/kg |
500 |
550 |
600 |
650 |
700 |
T/min |
15.89 |
13.61 |
12.22 |
11.09 |
10.16 |
在机器的喂入量P=600kg/h,输出量P0分别为450、500、550、600kg/h时,根据上式算得T值见表2-3。由表2-3可知:输出量减小,最大混和延时T值减小。
表2-3机器输出量与混和时差的关系
P0/kg |
450 |
500 |
550 |
600 |
T/min |
11.96 |
12.22 |
12.51 |
12.81 |
(3)棉仓个数
由上式可知:在其它条件不变时,棉仓个数n越多,混和延时越长。在P=600kg/h,P0=500kg/h,Q0=20kg,n=6、8、10、12时,算得混和延时见表2-4。
表2-4棉仓个数与混和时差的关系
n |
6 |
8 |
10 |
12 |
T/min |
12.22 |
16.24 |
20.30 |
24.37 |
(4)棉仓容量Q
由上式可知:在其它条件不变时,棉仓容量Q越大,混和延时越长,在棉仓高度与棉仓截面积不变的情况下,棉仓容量Q与仓内的压力有关。棉仓压力大时,其存棉密度越大,则棉仓容量Q越大;但压力过大时,易于在棉仓底部的给棉罗拉处产生噎车。在其它条件不变时,不同Q值时最大混和延时的计算结果见表2-5。
表2-5棉仓容量与最大混和延时的关系
Q/kg |
30.5 |
35.5 |
40.5 |
45.5 |
50.5 |
T/min |
6.25 |
9.24 |
12.22 |
15.20 |
18.18 |
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


