喷气纺纱中牵伸工艺的独特之处

长期以来,国内外在环锭纺纱机上企图实现超大牵伸(如1958年原上海第一棉纺织厂超大牵伸车间),但始终未能获得成功,其主要问题是成纱的中长片断不匀率恶化。然而,日本MJS喷气纺纱机采用超大牵伸,其成纱均匀度远优于环锭纺超大牵伸,未发现中长片段不匀率恶化现象,条干不匀率甚至优于普通环锭大牵伸(30~50倍)。从图4—11[18]所示的纱线波谱图可以看出:超大牵伸环锭纱的波谱图(b)中在3-7m左右有较明显的中长片段不匀,粗、细节多,强度低;而超大牵伸喷气纱的波谱图(a)中未见明显的中长片段不匀。这就需要认真分折和认识喷气纺纱高速超大牵伸的特殊工艺。

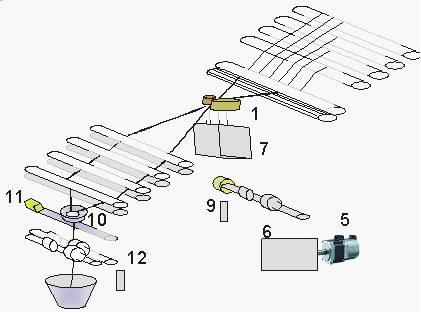 如前所述,导条管在无捻松散棉条喂人之前,给予棉条一定的集聚以增加须条紧密度,可保证提高后区牵伸倍数且不恶化条干。集束器使得经后区高倍牵伸的扩散须条发生一定的集束行为,为前区作好有效牵伸的准备。
如前所述,导条管在无捻松散棉条喂人之前,给予棉条一定的集聚以增加须条紧密度,可保证提高后区牵伸倍数且不恶化条干。集束器使得经后区高倍牵伸的扩散须条发生一定的集束行为,为前区作好有效牵伸的准备。
环锭细纱机的前罗拉输出速度为20~30m/min,若总牵伸倍数为50倍,后罗拉的表面线速度只有0.6m/min。后皮辊的传动,先依靠下罗拉的摩擦带动棉条,棉条再依靠摩擦带动皮辊回转。当喂人棉条比较粗厚时,在这样慢的速度下,如前所述,根据摩擦传动理论,将产生粘滑运动,即所谓的“爬行”现象,而使后皎辊运动速度不匀,断断续续,这意味着后区牵伸倍数在变化,很不稳定,因此影响成纱均匀度。
喷气纺纱机的前罗拉输出速度为150—300m/min,总牵伸倍数为150—200倍,后罗拉的表面线速度可达2m/min,未发现纤维间粘滑运动,即所谓的“爬行”现象。由此可见,喷气纺纱的高速度是实现超大牵伸、后区牵伸倍数增加的有利条件。为此,MJS喷气纺纱机有以下独特的牵伸工艺。
1)罗拉加压—&#
喷气纺纱的高速度、超大牵伸、喂人条线密度加重,使纺纱速度和纤维间相对运动速度大大提高,加大了牵伸区内握持力与牵伸力的矛盾,导致胶辊胶圈运动易打滑且速度不匀。前胶辊打滑、速度不匀会导致纱条张力波动,影响前罗拉输出纱条气圈的转速稳定性和三角区头端自由纤维的数量,减少包缠纤维数量,成纱强度因此降低。对中罗拉而言,它既是前区的后罗拉,又是后区的前罗拉,并有皮圈销的阻力,降低其打滑和速度不匀尤为重要。因此,喷气纺纱机牵伸机构采取重加压,前、中罗拉的加压量也要重新分配。
环锭细纱机牵伸机构的罗拉加压,从前到后的分配为“重、轻、重”配置。而喷气纺纱机牵伸机构的罗拉加压,不但要重加压且从前到后采取“重、更重、重”配置,以平衡牵伸须条上握持力与牵伸力的矛盾,有效控制纤维运动,提高成纱质量。
2)后区牵伸——紧隔距、密集束
棉条喂人后区,牵伸力大增。为适应牵伸力变化,罗拉要有确实可靠的握持力,以控制简单罗拉牵伸区内的纤维运动。采取缩小中、后罗拉中心距,加重罗拉加压以及合理配用集束器,即所谓的“重加压、紧隔距、密集束”工艺,确保后区牵伸倍数达到4—5倍(三罗拉)或更高(五罗拉)且不会恶化成纱条干和中长片段不匀。在简单罗拉牵伸区内,由于牵伸倍数大,喂入与输出须条的宽度和厚度相差悬殊,须条变薄变宽,纤维间联系力变小,纤维运动不稳定,除重加压、紧隔距外,还需采用合适的集束器进行密集聚,以防止扩散,使纤维具有一定紧密度,有利于对纤维的控制。
3)前区牵伸——零钳口、强控制、皮圈曲线牵伸
(1)钳口强控制
进入前区的须条经集束器的集合后仍然较松散,抱合力较差,而且纤维的相对运动速度提高,因此需加强皮圈部位的摩擦力界,控制纤
采用皮圈钳口零隔距(无“隔距块”),即零钳口,上销弹簧压力直接作用在皮圈钳口的须条上,加强对纤维的控制,提高成纱质量。
零钳口的概念,实际上是取消了皮圈钳口隔距块,钳口原始隔距等于上下皮圈的厚度,因此皮圈钳口压力增加,加强对纤维的的控制。但是,钳口摩擦阻力增加,上下皮圈滑溜现象也增加。若钳口压力过大,纤维在抽出时可能断裂,须条中短绒增加。应选择最佳状态,即钳口压力直接作用在皮圈上,既增加皮圈钳口对纤维的强控制,又不失皮圈的弹性作用。
(2)皮圈曲线牵伸
加长皮圈下销长度,抬高下销,使前端高出前罗拉钳口2.4mm,加上皮圈厚度1mm,共高3.4mm;随之,中罗拉也抬高2mm;同时,上销后移2—3mm。结果,下销前缘尽量向前伸至前罗拉钳口,皮圈钳口的摩擦力界向前伸展,进一步缩小了浮游区长度,加之钳口抬高和下销中部上凸,形成曲线牵伸,使下销前端构成合理的附加摩擦力界,有利于纤维稳定变速。
下销抬高的另一个作用是避免前罗拉和前皮辊的附面层气流在钳口处相互冲击,破坏牵伸须条中的纤维排列,使纤维层跟随前皮辊的附面层气流而顺利进入钳口。
综合前区牵伸为:采用“双短皮圈配以零钳口隔距,下销抬高和中部上凸、上销后移,重加压、紧隔距”完成了对纤维的有效控制。这是喷气纺纱机超大牵伸的特殊工艺,工艺配置如表4—1所示。

 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


