夹纬器的调节及喷水引纬工艺分析
喷水织机的工艺参数主要包括开口、引纬、卷取、送经、织边、剪切等。正确的设定和调整工艺参数是喷水织机高效运转和良好产品质量的保证。在设定工艺时,应根据织物的规格、织机的类型选择最适合的条件
三、夹纬器的调节
夹纬器的开闭控制引纬的开始与停止,在这段时间主轴转过的角度称为纬纱飞行角,它是通过调整夹纬器凸轮的位置实现的。夹纬器的开放时间一般为100°-120°,闭合时间为260°~275°。
在引纬开始前,为了使喷嘴出口处弯曲向下的纬丝头伸直,需设定比纬丝运动先行的水柱,将纬丝伸直并稳定引纬,此水被称为先行水。因而夹纬器的开放时间应晚于喷嘴的开始喷水时间,喷水时间与夹纬器开放角度的差值称为先行角,先行水的设定是通过先行角的设定来完成的,即喷水在前,放纱在后。如喷水时间为90°,夹纬器开放时间为105°,则先行角等于15°。先行角的大小与纬丝种类、粗细有关,一般在15°-30°,使先行水的水程在50~lOOmm范围内。
四、喷水引纬工艺分析
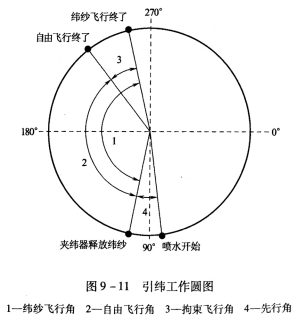
喷水引纬工艺圆图如图9—11所示。图中4为先行角,1为纬纱飞行角,它包括自由飞行角2和拘束飞行角3,自由飞行是指夹纬器开放后纬丝从储纬器上退绕的飞行,拘束飞行是指储纬器上的纬丝退绕完后继续飞行的纬丝受定长盘表面线速度影响的飞行。拘束飞行对伸展纬丝、防止纬缩有利,但会使飞行角增加,调整时应使自由飞行终了位置在距织物右边0-50mm的范围内。有的定长储纬器不设拘束飞行,对降低纬丝飞行角有利,但不适应强捻丝的引纬。通过增大喷射压力和喷水量,可以缩短自由飞行角,从而使总飞行角减小。
喷水织机在加工平纹织物时常用的引纬工艺为:
活塞动程(mm):10
弹簧压缩力(mm):压缩量
喷射泵水压(kPa):882~980
射流速度(m/s):35~40
纬丝速度(m/s):30~35
喷水量(mL/纬):2.5
表9—2是三种典型织物在喷水织机织造时的上机工艺参数。
表9—2喷水织造上机工艺实例
产品名称 |
涤平纺 |
伞面绸 |
桃皮绒 |
机型 |
LW542 |
ZW303 |
ZW405 |
经丝线密度[dtex(旦)] |
75(68) |
75(68) |
83(75)DTY |
纬丝线密度[dtex(旦)] |
75(68) |
75(68) |
167(150)DTY |
总经根数(根) |
6300 |
6580 |
8400 |
筘幅(cm) |
168 |
182 |
168 |
纬密(根/10cm) |
300 |
240 |
260 |
转速(r/min) |
710 |
635 |
530 |
喷水时间(°) |
93 |
90 |
85 |
夹纱器开(°) |
105 |
105 |
105 |
夹纱器闭(°) |
265 |
265 |
260 |
先行角(°) |
12 |
15 |
20 |
水量(mm) |
8 |
9 |
10 |
水压(P尺寸)(mm) |
30 |
35 |
45 |
拘束飞行(°) |
235 |
235 |
230 |
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


