喷射泵及喷嘴位置的调整
喷水织机的工艺参数主要包括开口、引纬、卷取、送经、织边、剪切等。正确的设定和调整工艺参数是喷水织机高效运转和良好产品质量的保证。在设定工艺时,应根据织物的规格、织机的类型选择最适合的条件,表9—1为两种喷水织机的基本工艺时间。
表9—1两种喷水织机的基本工艺时间
工艺参数 |
津田驹公司ZW303型 |
日产公司LW54型 |
综平时间 |
355° |
350° |
喷水时间 |
85°-90° |
85°-90° |
夹纱器开闭 |
105°-265° |
105°-265° |
左织边装置 |
280° |
280° |
右织边装置 |
20° |
20° |
左剪刀 |
30° |
5°-10° |
右剪刀 |
0° |
30° |
接近开关 |
315° |
320° |
喷水织机引纬工艺的调整包括喷射泵、喷嘴和夹纬器的调整。
一、喷射泵的调整
与喷射泵调整有关的引纬工艺参数有喷水量、喷射开始时间和水压。
(一)喷水量调节
改变活塞直径、喷射凸轮大小半径差和角形杠杆的长短臂长度比,能够改变喷水量的大小,以适应不同品种的织物加工要求。在上述参数确定后,喷水量可通过调整限位螺栓15(图9—3)的长度,以改变活塞在弹簧作用下前进的动程来进行调
(二)喷射开始时间的调节
喷射开始时间为喷射凸轮的工作点从大半径转入小半径的瞬间,因此,改变凸轮在凸轮轴上的位置,就可调整喷射开始时间。喷射开始时间过早,会使水流束扩在钢筘上,造成水流束飞散,影响纬纱正常飞行。而过迟会造成先行冰喷出不足,飞行的纬纱头抖动,容易产生空停车。喷射开始时间一般在主轴位置角的85°~90°,而水流从喷嘴实际喷出的时间约比设定时间迟5°。织机幅宽增加,喷射开始时问可适当提前。
(三)水压的调节
水压的调节可通过活塞直径、弹簧刚度和弹簧初始长度的变化调节。在满足引纬稳定的前提下,水压以小为好,过高或过低都会对引纬带来不利影响。加工薄型织物时,水压一般为0.9~1.0MPa。
二、喷嘴位置的调整
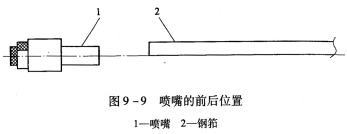
在喷射开始时,喷嘴的前后位置应使喷嘴的中心与钢筘的前面平齐,如图9—9所示。在综平时,喷嘴的高低位置应使喷嘴的中心与经纱平齐。若织物筘幅较宽(超过160cm),喷嘴的中心位置可降低1~2mm,以便让喷嘴略向上倾斜喷射。
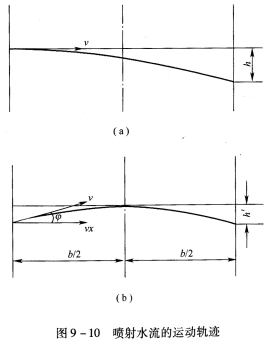
在织制窄幅织物时,喷嘴可沿与钢筘平行的方向喷射;织制宽幅和加捻丝织物时,可将喷嘴的喷射方向调整到使纬丝飞行到右侧探纬器前面20mm左右。在考虑喷射的上下方向时,必须考虑水射流因重力引起的落差。图9-10(a)为水平喷射,出梭口侧因水流重力引起的落差为h。图9—10(b)为上仰喷射,以仰角φ喷射的射流最高点在上机筘幅中点处,水射流的落差为h′。如果其他条件不变,喷嘴水平喷射与上仰喷射的落差存在关系:
![]()
为保证引纬质量,要求水流轨迹不能与上层和下层经纱相碰,可见上仰喷射比水平喷射优越,落差要小3/4。上仰角φ的

式中:g——重力加速度;
ν——喷嘴出口的水流速度。
显然,上仰角度与水流的初速度、开口大小等因素有关。在织机转速高、ν较大、h′为定值时,φ值很小。例如当ν=35m/s,h′=4mm时,φ为0.46°。而当ν=80m/s时,φ仅为0.2°。由于φ值很小,喷嘴需十分准确地调整。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


