涡流纺纱技术的发展
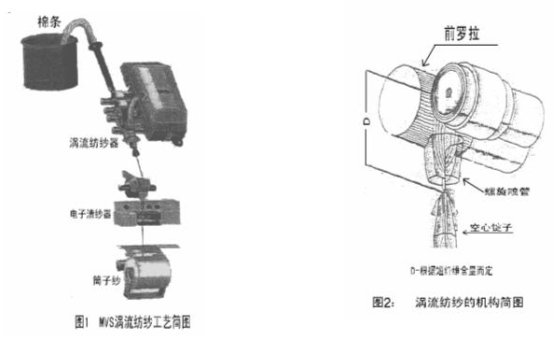
;由于涡流纺纱速度高:旋转的涡流对纱的加捻要比机械式加捻效率高,引出速度为400/分,MVS861的引出速度可达到450/分。高速回转的涡流只作用在纤维上,与前罗拉引出纤维的功能一起形成对纤维的加捻作用。因此高速回转的涡流除了完成加捻任务外,并不影响纱线支数的高低。由于基础“Vortex”气流对纤维的加工,纤维受到具有声速的喷气涡流及卷取罗拉作用而形成真捻,这种特殊的加捻作用是其它纺纱机械不能取代的,高的纱线回转速度下的成纱结构比环锭纱线结构较紧密,因而结构稳定,使印染加工后的最终纺织品具有许多优点。 1.4 涡流纺纱技术纺纱适应性广,可以加工不同纤维长度的短纤混纺纱,生产纱线质量比较高。 2.MVS861在MVS851的基础上有了许多改进 2.1 新型号MVS861生产的短纤纱的筒子卷绕角度为5057,往复导纱动程为127毫米及146毫米,卷绕的筒子纱角度可根据需要进行调节。不论筒子纱卷绕角度如何改变,其卷绕速度不降低,像转杯纺的卷绕角度为402,卷绕速度已达到极限。 2.2 MVS861涡流纺纱机卷绕线速度已达到电450米/分,因此可与村田公司生产的PC21自动络纱机相联接,从而更加提高了纺纱能力。 2.3 MVS861涡流纺纱机在降低能耗上也有改进,每80锭一台的涡流纺纱机总容量为25.5千瓦,折合每锭能耗0.319KW与MVS851相比,可节能25%,压缩空气消耗用量为58NL(每分钟、每个喷嘴),空气压力为0.5MPa,比原来节约压缩空气消耗量27%。 2.3 新装置的VOS可视化智能主控电脑系统,具有对纺纱工艺参数,纺纱质量管理,生产管理及机器维护保养管理的功能。可使机器操作方便,提高纺纱质量及对运转特性的控制,纱疵很少。 2.5 应用VOS系统对疵点检测及统计功能操作简便,并增加了纺纱帆的产量。 高效生产的优点不仅对纺纱机本身,而且对下游工序的生产效率也有显著的改进,例如在高速织机及针织机上,纱线退绕速度以及下游工序纺织品加工及服装制作等工序可减少毛羽及飞花的形成。 MVS涡流纺纱机纺纱质量非常奸,尤其在纺纱过程中,由于纤维受到圆周运动和变射气流的作用及不受机器直接加捻作用而形成捻度。 3.MVS涡流纺纱技术的优点 3.1 纱线毛羽非常少,比环锭细纱及紧密环锭纱的毛羽减少12%~15%。 3.2 有非常好的抗起球性能,吸湿及快速去湿性能。 3.3 增加了下游工序如织造工序的产量,纺纱速度比普通环锭纺增加14倍。此外,纱线强力比环锭纱低,织物手感粗硬。但MVS纱的手感比MTS喷气纱的手感要柔软一些。 3.4 村田公司生产MVS861涡流纺纱机引出速度可达到450米/分,比环锭纱生产量指数高1.5倍。 3.5 假如优化织物设计,充分发挥MVS纱的优点,可使织物在纱线低强力及低伸率的条件下充分满足织物的手感改善、扩大织物终端应用范围。 4.纺纱支数范围 由于涡流纺纱特性的决定,对于纤维种类及纤维长度都分别有一定的要求,据国外生产涡流纱企业报道的资料表明,生产涡流纱要用长绒棉,而且纺纱技术适于在18英支至45英支范围内。MVS861涡流纺纱机的纺纱支数及适纺纤维长度比MVS851有了一定的改进。 4.1 生产纯棉纱时,32毫米长的棉纤维最高可以纺45支。38毫米长的棉纤维最高可纺到60英支以下。 4.2 生产涤棉混纺纱时涤纶纤维长度32毫米,细度1.2dtex,棉纤维长度1英寸,可纺40英支以下。生产涤棉混纺纱时涤纶纤维长度38毫米,细度1dtex,棉纤维长度为1.2英寸,可纺50英支以下。 4.3 生产纯涤纶、粘胶或Lyocell可纺至60英支以下。 据国外报道在实际生产中生产18英支到45英支纱时,应用细绒棉生产比较稳定。质量较好。 5.产品质量 涡流纺纱线质量特性中,除了纱线强力及伸长率比环锭纱低以外,其它毛羽,起球率等项质量指标匀比环锭纱好,甚至有些指标还要比紧密纱好。 因此尽管涡流纺纱据具有速度高、质量好、工艺流程短等优点,仍然需要不断的研究与改进存在的问题。涡流纺纱技术将在不断的改进中得到发展。 |
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:



 MJS喷气纺纱体系对纤维长度的适应性都比环锭纱及转杯纱差,只能加工生产纯涤纶等等长度的化纤纱或者生产涤棉等混纺纱,不能够生产纯棉纱。因此,喷气纺纱系统具有一定的不足。为此,村田公司在1995年巴黎国际纺织机械展览会上展出了MVS851涡流纺纱机,一般可以生产18-45英支的纯棉纱,纱线结构与环锭纱相接近,属于真捻纱。纺纱速度高,加工纯棉纱时引出速度可达400米/分,比环锭纱高20倍,比转杯纱高3倍。涡流纺纱可以做到无结头,毛羽飞花少,单纱强力度,基本上与同支环锭纱接近,比同支转杯纱的强力还要高一些。
MJS喷气纺纱体系对纤维长度的适应性都比环锭纱及转杯纱差,只能加工生产纯涤纶等等长度的化纤纱或者生产涤棉等混纺纱,不能够生产纯棉纱。因此,喷气纺纱系统具有一定的不足。为此,村田公司在1995年巴黎国际纺织机械展览会上展出了MVS851涡流纺纱机,一般可以生产18-45英支的纯棉纱,纱线结构与环锭纱相接近,属于真捻纱。纺纱速度高,加工纯棉纱时引出速度可达400米/分,比环锭纱高20倍,比转杯纱高3倍。涡流纺纱可以做到无结头,毛羽飞花少,单纱强力度,基本上与同支环锭纱接近,比同支转杯纱的强力还要高一些。