转杯纺纱机纺纱原理及适纺原料
一、纺纱原理
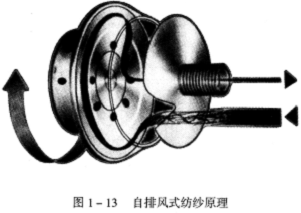
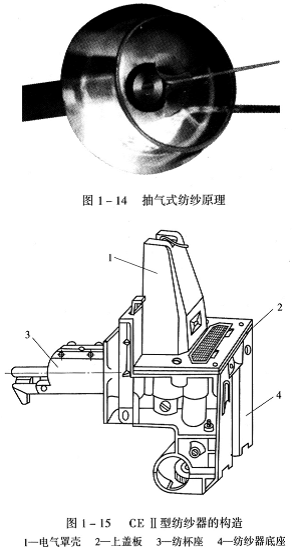
转杯纺纱机无论是自排风式还是抽气式,其纺纱原理均为内离心式,即纺杯高速旋转,纺杯内便产生离心力,离心力可使从分梳腔转移到纺杯内的棉纤维产生凝聚而成为纤维环(须条),须条被加捻以后便成为纱条,纱条被引出纺杯后,棉纤维又在纺杯凝聚形成新的纤维环,以达到连续纺纱的目的。自排风式纺纱原理如图1—13所示,抽气式纺纱原理如图1—14所示。
目前,我国运转生产的转杯纺纱机绝大多数为自排风式机型,纺纱机上配置的多为CEⅡ型纺纱器或是在CEⅡ型纺纱器基础上改进的D型纺纱器,这两种型号的纺纱器基本一样,只是在密封橡胶圈和输棉通道结构上略有区别。CEⅡ型纺纱器的构造如图1—15所示,其工艺原理如图1—16所示。
喂入的棉条经给棉喇叭集束以后便进入给棉板与给棉罗拉的握持区,在压簧的作用下对给棉板产生26.5N的压力。这时由给棉罗拉把棉条按牵伸倍数需要均匀地向前输送至高速旋转的分梳辊的抓取范围。分梳辊对棉条进行开松并分解成单根纤维(单纤化过程),由于附面作用棉纤维便紧紧地附着在分梳辊齿端。当分梳辊对棉条进行分解时,原来夹裹在棉纤维中的杂质,由于质量较大(较重),其离心力亦较大,便从棉条中分离出来,如图1—16所示。杂质被分离出来后,在进入分梳腔排杂区时,借助排杂负压气流的吸引作用,通过纺纱器的排杂通道和排杂玻璃管被排到机身中部的总排杂管道中。

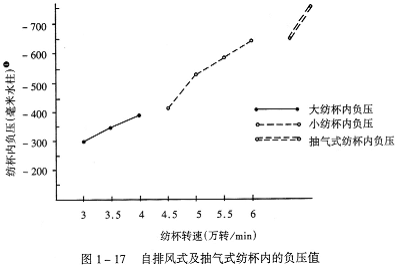
在自排风式转杯纺纱机中,由于高速旋转的纺杯把杯中原有的空气从底部的排气孔排出以后,纺杯内便产生负压(真空度),因纺杯的直径有大小之分,转速有快慢差别,并且又受纺纱器密封性能好坏的影响,因此,纺杯内负压高低存在着较大的差别。图1—17所示为自排风式及抽气式纺杯内的负压值。
气压为
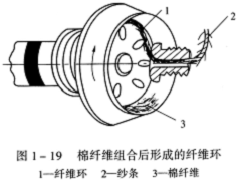
原先附着在分梳辊齿端的棉纤维,在负压气流的吸引下,便脱离分梳辊齿尖的控制,通过输棉通道和隔离盘进入纺杯。棉纤维在纺杯高速旋转时所产生的离心力及负压气流的共同作用下,沿着纺杯的滑移面进入凝棉槽,由于棉纤维的凝聚与并合作用而形成纤维环,跟随纺杯一起旋转。
生头时,纱头在引纱玻璃管的口端,随着补人纺杯的负压气流进入纺杯后,便被甩向凝棉槽并与纤维环进行搭接。当引纱罗拉从纺纱器中向外抽纱时,原先跟随纺杯旋转在凝棉槽中的纤维环(须条),经剥离后又在阻捻头的作用下加捻成为纱条。
(一)棉条的喂给与输送
棉条的喂给是由喂给机构完成的,它主要包括给棉喇叭、给棉板和给棉罗拉。给棉喇叭起集束作用,它把未进入给棉板和给棉罗拉握持区之前的棉条进行必要的压缩和整形。经过喇叭口集束整理后,使原先形状不规则、密度不一致的棉条横截面成为扁平状并且密度一致,以有利于分梳辊抓取,还可避免棉条在分梳辊抓取时产生不均匀和分层现象。给棉罗拉在给棉板的配合下,把棉条输送至分梳辊的抓取范围,为了使棉条被分梳辊均匀地抓取但又不损伤棉纤维,要求给棉板和给棉罗拉对棉条既要保持必要的握持力,但握持力又不能太大,一般为26.5N±1.5N。
(二)开松与除杂
开松、除杂作用是由分梳辊、分梳腔右方的三角除尘刀和排杂通道完成的。当给棉罗拉在给棉板的配合下把棉条均匀向前输送时,分梳辊以6000~8000r/min的转速对棉条进行抓取。因各厂的棉条定量不一样,一般棉条横截面内含棉纤维2.2万-3万根,棉条基本被分梳辊分解为单根纤维,并被齿尖握持住,有时也出现两三根纤维粘连在一起的现象。
分梳辊在对棉条进行开
对分梳排杂机件有以下质量要求:
(1)分梳辊应有足够的转速,以产生应有的分梳抓取力及排除杂质的离心力。
(2)分梳辊齿条应锋利光洁,以便对棉纤维进行抓取、分解和释放,以刺人棉条并有效地分离杂质。
(3)应根据所纺原料的性质,有针对性地选择分梳辊齿条的规格、型号,否则既影响成纱质量,又缩短了分梳辊齿条的使用寿命。
(4)分梳腔及排杂通道应十分光洁,以有利于棉纤维的流动和杂质的排除。
(三)棉纤维的释放与转移
棉纤维的释放与转移就是把原先被分梳辊所握持的棉纤维,在纺杯负压气流的吸引下,使棉纤维脱离分梳辊齿尖的控制,从分梳腔经输棉通道最终进入纺杯。
棉纤维释放转移的条件:
(1)纺杯内的负压必须高于分梳腔内的负压,也就是输棉通道口内的气流速度一定要大于分梳辊表面的气流速度。
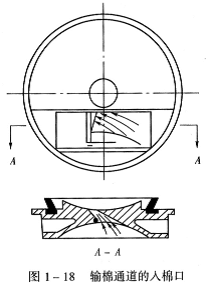
(2)为了使棉纤维更好地转移和有序地流动,输棉通道内气流必须有加速流动的趋势,气流加速的梯度越大,对棉纤维的转移、伸直和舒展越有利,所以,输棉通道入棉口大而出棉口小,如图1—18所示。抽气式转杯纺输棉通道的入棉口和出棉口悬殊更大。
(3)分梳辊齿尖一定要避免钩挂棉纤维,输棉通道的入棉口应非常光洁,以有利于棉纤维的定向和流动。
(四)棉纤维的凝聚
棉纤维的凝聚就是把经过分梳辊分解成的单根纤维,以负压气流作为载体混合成纤维流,经过输棉通道形成一股自杯口流向杯底的旋转气流,空气则
棉纤维凝聚过程必须建立在以下基础之上:
(1)纺杯内必须有足够的负压,吸引分梳腔中被分梳辊所握持的棉纤维向纺杯内转移。
(2)纺杯必须有足够的离心力,使棉纤维通过纺杯的滑移面滑人凝棉槽并紧密抱合在一起而形成纤维环。
(3)纺杯必须具有促使棉纤维与气流分离的功能。
以上是棉纤维凝聚的三个必要条件,缺一不可。
(五)剥取与加捻
剥取与加捻是聚集在纺杯凝棉槽内的棉纤维须条向纱条过渡的两个不同阶段。但两者之间又是相辅相成密不可分的两个连续过程。
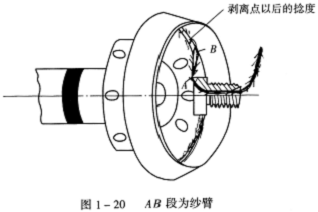
剥取阶段是凝棉槽内的须条经纱臂牵引而脱离凝棉槽,纱臂在阻捻头的作用下已获得捻度(回),但这时是假捻作用。当然,在剥离点之后也有部分捻度渗透到须条上。图1—20中/AB段为纱臂,从剥离点到阻捻头这段纱条上产生的是假捻,其作用是增加须条的动态强力,防止在这段纱条上产生断头。转杯纺产生的断头有90%以上发生在剥离点至阻捻头这段须条上(即纱臂上)。
加捻阶段是须条从凝棉槽被剥离之后,在高速旋转纺杯的带动下以及在阻捻头的配合下,完成从阻捻头至引纱罗拉这段纱条加捻作用。因此,从阻捻头至引纱罗拉,这段纱条才是转杯纺纱真正的加捻区,纱条上才获得真捻。
剥取与加捻必须具备以下条件才能实现:
(1)剥离点处纱条与凝棉槽内须条的联系力,必须大于须条与纺杯凝棉槽之间的摩擦力和空气阻力,否则无法完成剥取作用。
(2)纱臂AB段的强力必须大于纺纱张力(纱条的轴向拉力),否则纱条要产生断头,无法正常纺纱。
(3)加捻力矩必须大于须条的抗扭力矩,也
(4)剥离点处须条内所包含的棉纤维根数,必须达到组成纱条内棉纤维应有的根数,否则纱条会产生细节或纱条偏细。
二、转杯纺适纺原料
(一)转杯纺常用原料种类、性质及工艺技术
纺织工业生产中所用的原料分为两大类,一类是天然纤维,另一类是化学纤维。在天然纤维中又分为植物纤维、动物纤维和矿物纤维。植物纤维主要有棉类和麻类。动物纤维主要有羊毛(绒)、兔毛、驼毛、牛绒、桑蚕丝等。矿物纤维主要有石棉纤维、玻璃纤维等。化学纤维主要有再生纤维、合成纤维、无机纤维。合成纤维主要有涤纶、腈纶、锦纶、丙纶、维纶等,再生纤维主要有纤维素纤维、蛋白质纤维及海藻纤维。再生纤维素纤维主要有粘胶纤维、富强纤维等。在以上诸多纤维原料当中,只有少数几种纤维适合转杯纺纺纱加工。
1.棉纤维
棉纤维是最早被人类用作纺织原料的品种之一,由于它具有良好的保温性、吸湿性及透气性,因此,用它作原料纺成纱线后,进而加工成各种织物或服饰及生活用品都深受人们的喜爱。
棉农培植的棉株生长后开花,如图1—21所示,然后结成棉铃(桃),如图1—22所示,棉铃成熟后自然绽放出棉絮,如图1—23所示,棉絮由棉纤维集结组合而成。实际上,棉纤维是由包裹在棉籽表皮的细胞发育成熟伸长后而形成的。


一根完整的棉纤维,从它的纵向—亡可分为基部、中部和梢部,其基部和中部较粗,而梢部较细。人们在纺织技术资料中谈到的棉纤维细度是针对棉纤维中部的粗细而言。不同品种棉纤维的细度及长度是不同的,转杯纺日常生产中所使用原棉的质量情况见表1—4,棉纤维的纵向具有自然转曲的特点。
表1—4转杯纺常用原棉质量情况
|
主体长度 (mm) |
纤维线密度 (dtex) |
成熟度 系数 |
含水率 (%) |
含杂率 (%) |
短绒率 (%) |
429 |
27.5—29.5 |
1.85—1.55 (5600—6800) |
1.25—1.75 |
7.5~10.5 |
3~4.5 |
11.5—18 |
527 |
26.1~28.5 |
1.80—1.30 (5400~7200) |
1.00—1.50 |
8.5~11 |
3.5—6.5 |
13~20 |
623 |
22—25 |
1.50~1.10 (6000~8000) |
0.75~1.25 |
8.5—12.5 |
4.6—8.2 |
17—25 |
注1.有为锯齿棉。
2.棉纤维长度短于16mm为短绒。
3.表中所列数据仅供参考(非权威数据)。
4.括号内数字为公支制数。
棉纤维自然转曲多、强力高、质量好,在以后的纺纱过程中有利于增强棉纤维之间的抱和力和摩擦力,进而提高成纱强力,减少纱条断头。
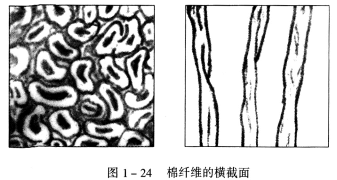
棉纤维柔软、纤细,其线密度为0.125—0.2tex,长度适中,为19~31mm。棉纤维的横截面多为不规则的腰圆形,并且是中空的,如图1
棉纤维的表面含有一层蜡质,俗称“棉蜡”,其多少与原棉的产地、品种及成熟度有一定的关系。一般情况下,成熟度好的棉纤维表层棉蜡较多,成熟度差的棉纤维表层棉蜡较少。棉蜡在纺纱过程中可起到滑润作用,这对棉纤维的牵伸、分离和防止粘结具有一定的作用。棉蜡能反射光线,成熟度好的棉纤维对光线反射能力较强,用其纺成纱线的光泽、手感均较好。但棉蜡也会对纺纱工艺起不良作用。例如:当纺纱车间的温度低于15℃时,棉蜡会发硬变脆,造成纱条的强力下降、断头增多;若生产车间的温度高于40℃,棉蜡即会熔化发粘,使棉纤维之间发生粘结并联,给分梳、转移带来一定困难,并且会产生缠绕机件现象,给正常纺纱生产造成一定影响。
棉纤维中还含有一定的糖分,当含糖量超过0.3%时,在纺纱过程中棉纤维会产生粘连现象,一方面造成牵伸困难,另一方面会使纱条上产生大量棉结,这对棉纱质量和产量都会造成不良影响。内地棉一般含糖较少,对日常生产不会产生影响;新疆由于土壤干燥、昼夜温差大,日照时间长。因此,新疆棉中的含糖量较高,使用新疆棉纺纱,有时需施加除糖剂(糖化酶),并适当降低生产车间的湿度,以减小糖分给纺纱带来的不利影响。
在棉纤维中还含有较多的灰尘及杂质,这对纺杯和分梳辊磨损较大;当灰尘、杂质嵌入纺杯凝棉槽时,将对成纱质量产生不良影响。另外,棉纤维中还含有相当数量16mm以下的短纤维,这会降低成纱强力,增加纺纱难度。但棉纤维仍为最佳的转杯纺原料。无论是用大纺杯还是小纺杯,只要工艺设计合理、设备运转状态良好、地道内负压及风量能满足纺纱要求,不需要采取任何辅助技术措施,就能纺出质量较好的纱线。
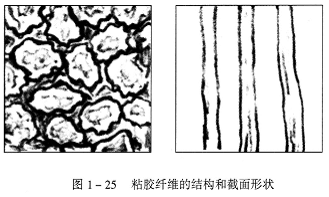
2.粘胶纤维
粘胶纤维的结构和截面形状如
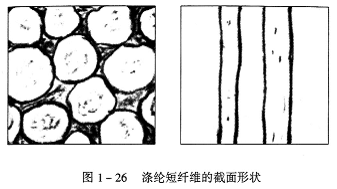
3.涤纶
涤纶是诸多化学纤维中的一种,它由喷丝头喷成涤纶长丝,然后再根据需要切成不同长度的涤纶短纤维,其截面形状如图1—26所示。适合转杯纺加工的涤纶短纤维的线密度在1.47~2dtex,长度为38mm。由于涤纶的纤维长短一致且不含杂质和灰尘,并且在出厂前都施有油脂,起软化润滑作用,因此,涤纶是化学纤维中可纺性较好的一种纤维。就纺纱而言,涤纶也存在一些缺点和不足之处,如涤纶在纺纱过程中与高速旋转机件发生摩擦时会产生静电,静电荷之间的吸附与排斥作用将影响纤维间的正常输送、转移及并合作用。并且涤纶的刚性较大,表面又含有油脂,给捻回(度)的形成和传递造成一定困难。还因化学纤维的透气性能差,在作为服装面料用纱时,涤纶一般多与棉纤维进行混纺,即涤棉纱。
在日常生产中,涤纶分为大化纤和小化纤两种。大化纤由正规的大化纤厂生产,其质量较好且稳定,但价格较高;小化纤多由小化纤厂生产,生产工艺不如大化纤厂正规,原料来源比较复杂且不稳定,在生产过程中有时添加滑石粉,这给转杯纺纱造成一定困难,但小化纤价格比较低。
在生产过程中,为了减小静电对纺纱的干扰,分梳辊和纺杯转速应开得慢点,转杯纺车间内的相对湿度应在80%左右为宜。
4.羊毛
用于转
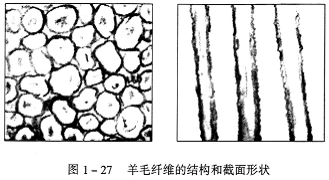
(1)羊毛纤维在纺纱过程中容易产生静电,静电荷干扰着正常纺纱,一方面影响成纱质量,另一方面还会引发纱条断头。为了减小静电干扰,应预先在羊毛纤维原料上喷洒防静电剂并经24h闷放,这一措施既有防静电作用,又有软化羊毛纤维、增加润滑的作用。
(2)由于羊毛纤维中含有少量长毛(长于60mm),长毛在分梳过程中转移困难,因而容易发生缠绕分梳辊现象,为了避免上述情况发生,羊毛纤维原料最好经过预处理加工,以去除长毛,或使用分梳辊直径较大的机型纺制。
(3)为了增加羊毛纤维的导电性能及减少静电荷的干扰,转杯纺车间的相对湿度以75%—80%为宜。
(4)为了去除羊毛纤维中的草屑和野蒺藜碎片,用于转杯纺的羊毛纤维一定要经过炭化处理,以减少纱条断头现象。
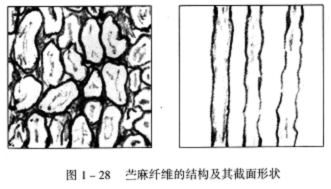
5.苎麻
我国是产麻大国,因而麻类资源十分丰富,有黄麻、亚麻、苎麻及罗布麻等。目前常用于转杯纺的麻纤维,主要是苎麻,纤维直径在18—25μm,其结构与截面形状如图1—28所示。由于苎麻纤维比较粗硬、刚性大、表面光滑,因而,在加捻时会给捻回的形成和传递造成不利影响;又因为苎麻纤维的脆性大、易折断,纺纱时断头率较高。转杯纺所使用的苎麻原料多是精落麻,其长短差异大
(1)由于苎麻纤维比较粗硬、光滑,加捻时对捻回的形成和传递带来一定影响,因此纺苎麻产品时,应用大纺杯、开低速,并配用直径22mm、弧面半径1Omm的阻捻头。
(2)由于麻纤维刚性较大,纺纱过程中与高速旋转机件发生摩擦容易产生静电,所以,苎麻原料在使用前最好采取加湿、闷放措施,一方面可软化麻纤维,提高柔软性,另一方面可减少静电干扰,有利于开松和麻纤维的转移。
(3)由于果胶附着在滤尘设备的滤料上,影响气流通畅,所以要想方设法提高滤尘设备的排气功能,可采用提高滤尘设备的风压,减小滤料网眼密度等措施。
(4)为了提高成纱的条干水平,减少纱条断头,应提高地道内的负压。地道内的负压最好达到-42~-48毫米水柱。
(5)纺苎麻时,为了减少对纤维的损伤,提高纤维的转移效果,转杯纺工序最好使用植针式分梳辊。
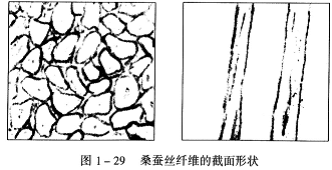
6.紬丝
紬丝原料为绢纺厂的精落绵,其横截面如图1—29所示,线密度为1.35—1.68dtex,主体长度在30mm左右,长丝为60mm以上,短纤维为16mm以下,并且短纤维含量在25%-30%,含杂率在10%左右,主要是碎蛹屑(皮)、草屑、绵粒等。纳丝纤维长短差异大、含杂率高、强力低、纤维柔滑,在纺纱过程中与高速旋转的机件摩擦后易产生静电,所以,给纺纱带来一定难度。紬丝纱是近十几年才开发出的新纱种,因为纺制这种纱的厂家较少,工艺还在摸索阶段,尚未成熟,所以下面提供的工艺技术措施仅供参考。
(1)纺紬丝纱时,为了减小静电干扰和纤维间摩擦阻力,在原料中应施加抗静电剂和少
(2)转杯纺生产车间的温度应保持在25—28℃,相对湿度应为75%—85%。
(3)转杯纺工序应选用直径66mm的大杯并开低速,分梳辊齿条选用OK37型或用植针式分梳辊。
(4)地道内负压应在—38~—45毫米水柱。
(5)纳丝原料在纺纱前最好采取预处理工艺,一方面可除去绵粒、蛹屑、草屑,另一方面也可除掉大部分超长纤维,这样可减少缠绕分梳辊现象。
(二)可纺性好的纤维原料应具备的性质
纤维的可纺性是指纤维原料的纺纱难易程度。某种纤维原料的可纺性好,即在纺纱过程中能满足或达到工艺设计要求的标准,如各项物理指标好、条干水平较好、纱条断头少、制成率高、对设备损伤小等,否则可视为可纺性不好。可纺性好的纤维原料应具备以下性质:
1.纤维应纤细、柔软
纤维原料的细度及柔软性是可纺性好的基本条件。因为,又细又软的纤维对梳理、并合、转移、加捻都十分有利。较细纤维在纱条横截面内的根数必然多,可增加纱条内部纤维之间的摩擦力和抱和力,进而提高纱条的强力,在纺纱过程中又可减少断头,这就为提高成纱质量、产量及制成率创造了条件。转杯纺用棉纤维的线密度最好在0.13~0.17tex(6000~7500公支),化学纤维的线密度在1.47—1.74dtex(11~19μm)。羊毛纤维的品质支数在70支左右(细度16~20μm)。在纺纱过程中,棉纤维也不宜过细,一方面因为太细的棉纤维(低于0.13tex)成熟度一般都不好,容易产生断头;另一方面,过细纤维原料的蓬松度好,会给梳理、并合带来一定难度,并且在纺纱过程中经过揉搓,较细的纤维会产生大量棉结,影响成纱条干水平。若纤维较粗,刚性大,不利于分梳、并合,在加捻过程中纤
2.纤维原料的长度与整齐度好
转杯纺最适合纺25~38mm长的纤维。因为纤维长度在这个范围内,有利于分梳、转移、并合及加捻,所纺出的纱条光洁,强力高;也可避免排掉部分短纤维,便可提高原料的制成率。若纤维较长且很整齐,在纱条上施加同样捻度时,每根纤维分摊的捻度就会增加,这对提高成纱强力、减少纱条断头十分有利。若纤维原料的长短差异较大,长纤维超过50mm,短纤维短于13mm,会给转杯纺正常纺纱带来困难。纤维太长,尤其是分梳辊较小的机型,对纤维转移会产生一定难度,若纤维不能及时地输送出去,将使分梳辊出现绕花现象。分梳辊若发生绕花现象,轻则使纱条发毛,影响成纱质量,重则使分梳辊轧煞。若纤维太短,一方面降低了纱条的强力,且造成纱条大量断头,另一方面,若纺杯内负压偏低,将出现落白现象,增加纱条之间的重量不匀率并降低棉纱的制成率。
3.纤维本身的强力要高
若转杯纺所用纤维自身的强力较高,经并合加捻成为纱条以后,纱条的强力亦较高,纺纱过程中纱条的断头率亦较低。若所用纤维本身的强力较低,在纺纱过程中会有一部分长纤维被分梳机件打断而成为短绒,这将使纱条上的毛羽增多,影响成纱的外观质量;同时还影响成纱的强力,既增加纱条的断头,影响产量,还会降低制成率。
4.原料的含杂率要低
转杯纺日常生产所使用的原料中含杂率一般都比较高,有的原料含杂率高达7%—9%,虽然各工序都采取了一些除杂措施,但还会影响成纱质量。含杂率太高必然要降低制成率,因而提高了棉纱的制造成本。若原料中的含杂率高,相应半成品(熟条)内的含杂率也较高,在转杯纺工序,杂质容易嵌在纺杯的凝棉槽中,从而影响成
5.纺纱过程中静电少
纺纱过程中,棉纤维与旋转的机件发生强烈摩擦以后,基本不产生静电,这是可纺性好的标准之一。化学纤维、羊毛纤维、苎麻纤维等在纺纱过程中与分梳机件、加捻机件发生摩擦以后,都会不同程度地产生静电。产生静电以后,纤维与纤维之间、纤维与机件之间便产生相互排斥或相互吸附作用。这样一方面严重影响着纤维有序地流动和转移,另一方面又干扰纤维间的并合和叠加作用。因此,影响着成纱条干水平及强力,还会使纱条产生大量断头,增加纺纱难度。
6.原棉中的含水率应在9%—11%
供转杯纺使用的原棉含水率最好小于11%(其他纤维也有含水率的要求)。正常情况下,供转杯纺使用的熟条回潮率在6.5%—8%,这种回潮率有利于棉纤维的开松、梳理、排杂、并合和加捻,因而成纱条干水平好、断头少、制成率高。
三、转杯纺适合纺低级棉,不适合纺长纤维及非棉原料的原因
转杯纺适合纺低级棉,能吃“粗粮”,这是纺织界对转杯纺的共同看法与认识。
(一)转杯纺适合用低级棉纺纱的原因
1.转杯纺属自由端纺纱工艺
转杯纺属自由端纺纱工艺,棉纤维在纺杯中有并合凝聚效应。因为纺杯在高速旋转时会产生离心力,使棉纤维在离心力的作用下产生抱和力及摩擦力,故能实现正常纺纱。此外,转杯纺是在低张力下完成纺纱任务的(其张力只有环锭纺纱的75%左右),减小了须条阶段棉纤维之间的滑移拉伸现象。在这种情况下,虽然棉纤维短,但仍能保持纱条不断头而达到正常纺纱的目的。转杯纺不同于环锭纺的细纱工序,细纱工序纱条加捻牵伸过程实际上就是纤维之间拉伸滑移及加捻过程,这期间纱条所承受的牵伸波及机械波都比较大,若棉纤维偏短,其摩擦力和抱和力便不足,使纱条产生大量断头,难以维持正常的纺纱生产。
2.转杯纺所纺纱线较粗
设计制造转杯纺纱机的指导思想和目的,就是充分利用低级棉,消化环锭纺的下脚料,纺制粗特(大号)纱。由于转杯纺所纺的纱线一般都比较粗,纱线横截面内所包含的棉纤维根数就比较多,这就增加了纤维之间的凝聚力及摩擦阻力,因而,可有效地减少和防止纱条断头而维持正常纺纱。
3.转杯纺纺纱器有排杂功能
因为转杯纺的纺纱器有排杂功能,分梳辊在对棉条梳理分解过程中,能排除棉条中的大部分杂质、短绒和灰尘,使棉纤维得到净化,因而在纺纱加捻过程中可保持捻度传递、并有效而顺利地进行,避免因杂质和短绒的阻隔而造成纱条断头。
4.转杯纺的纺杯内存在阻捻头
由于转杯纺的纺杯内存在阻捻头(假捻盘),一方面增强了纺杯凝棉槽剥离点到阻捻头这段须条纤维间的联系力,同时阻捻头还产生假捻作用,增强了须条的动态强力,有效地防止了纱条断头。
5.转杯纺所纺纱线的捻度较高
纺同样线密度的纱时,转杯纺纱条上的捻度要比环锭纺纱条上的捻度高15%—25%。虽然转杯纺所用原棉的纤维短了一些,但由于增加了捻度,使纱条内纤维的抱和力和摩擦力相应提高,能减少或避免纱条断头,因此可以维持正常纺纱。
(二)转杯纺不适合纺长纤维和非棉产品的主要原因
目前我国的转杯纺纱机上大都装配着CEⅡ型纺纱器,由于这种型号纺纱器的分梳辊直径比较小,只有65mm,因此限制了所纺纤维的长度。在一般情况下,所纺纤维长度不要超过分梳辊直径的2/3。纤维太长,会造成分梳辊齿端所握持的纤维刚脱离给棉板和给棉罗拉握持后,就立即进入输棉通道口的转移释放区,这会给纤维转移和释放带来一定困难。这时便有少数长纤维仍被分梳辊齿尖所握持,不能转移出去而越聚越多发生分梳辊绕花现象,轻则造成纱条的条干恶化,重则会把分梳辊轧煞。因此,CEⅡ型纺纱器所纺纤维长度应在38mm左右,最长也应短于51mm。
由于化学
在纺非棉原料,尤其是纺化学纤维时,纺纱器的有些旋转机件,如纺杯、分梳辊的旋转速度都极快,当非棉纤维或化学纤维与这些高速运转机件摩擦后,便会产生大量的静电,静电会干扰纤维的有序流动;又由于静电的相互吸附和排斥,影响着纤维的转移、并合与加捻,给正常纺纱带来困难。
转杯纺常使用的纤维原料还有毛类及麻类纤维,由于毛、麻纤维多数是毛纺厂和麻纺厂的下脚料(落麻、落毛),因而原料内的杂质多,纤维的长短差异大;毛、麻纤维一般都比较粗且刚性大,羊毛纤维表面含有鳞片,麻类纤维除脆性较大外,表层还含有残存的果胶,果胶发粘会给通风和滤尘设备正常工作带来一定危害。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:



