第一节抓棉工序
抓棉是棉纺工程中的第一道工序,抓棉机担负着精细抓取、初步开松及混和的任务,向后道工序供应开松程度较好、杂质能充分暴露在棉束表层、成分较全、初步混和、大小较均匀的棉束,并在抓取过程中减少纤维损伤,少产生短绒。因此,抓棉机力求做到“轻抓、细抓、抓小、抓全、抓匀”,为后道工序进一步开松、除杂、混和创造条件。根据抓棉臂运行的方式分为往复抓棉机和圆盘抓棉机两种。
一、往复抓棉机
郑州纺织机械股份有限公司生产的FA006系列往复抓棉机先后主要有FA006型、FA006A型、FA006B型、FA006C型、FA006C—230型、FA006D一172型、FA006D—230型等机型,现批量生产供用户使用的是FA006D一172型(抓棉臂幅宽1720mm)和FA006D—230型(抓棉臂幅宽2300mm)两种机型。装有抓棉器的转塔在行走小车上沿地轨做往复运动,小车行走到一端返回时,抓棉器下降一次,抓棉器内抓棉打手将棉包上的原棉按顺序抓取成小块棉束,借前方输棉风机或凝棉器的抽吸并经输棉管道送到前方机台。
1.FA006系列往复抓棉机的主要特点
(1)多包供棉:FA006系列往复抓棉机堆包区域和堆包数量可参考表3—1。
表3—1FA006系列往复抓棉机堆包区域和堆包数量参考表
抓棉臂宽度 (mm) |
堆包区域 [长(mm)×宽(mm)] |
棉包类别 [长(mm)×宽(mm)×高(mm)] |
堆包数量 (包) |
堆包重量 (t) |
1720 |
基本型 18185×1600 |
1400×530×700 |
38 |
约8.6 |
1060×530×780 |
51 |
约10.2 |
||
800×400×600 |
90 |
约7.7 |
||
最大加长型 45410×1600 |
1400×530×700 |
92 |
约20.9 |
|
1060×530×780 |
126 |
约25.2 |
||
800×400×600 |
226 |
约19.2 |
||
2300 |
基本型 18185×2180 |
1400×530×700 |
48 |
约10.9 |
1060×530×780 |
67 |
约13.4 |
||
800×400×600 |
112 |
约9.5 |
||
最大加长型 45410×2180 |
1400×530×700 |
120 |
约27.2 |
|
1060×530×780 |
168 |
约33.6 |
||
800×400×600 |
280 |
约23.8 |
(2)分组抓取:FA006B型、FA006C型、FA006C-230型、FA006D—172型、FA006D-230型抓棉机均具有分组抓取功能,可根据需要将堆包区域分成2—4个组分
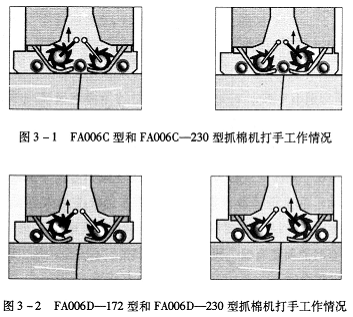
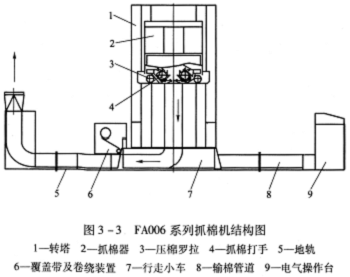
(3)精细抓棉:抓取棉束小而均匀,纤维束平均重量可达30mg左右,因产量不同所抓取的纤维束平均重量略有不同。其中FA006C型、FA006C~230型、FA006D一172型、FA006D一.230型等四种机型均设有打手悬挂装置,无论抓棉小车向前或向后运动,总有一个抓棉打手是顺向抓棉,而另一个则是逆向抓棉。由电动机驱动的打手悬挂装置将逆向抓棉的打手抬高,抬高的高度可根据需要进行调节,防止该打手抓棉深度过大(FA006C型、FA006C-230型打手工作情况如图3-1所示,FA006D-172型、FA006D-230型打手工作情况如图3-2所示),使两个打手在工作时的负荷基本相当,减少皮带、轴承等机件的磨损。上下浮动的双锯片打手抓取的棉束大小均匀,且离散度小,以实现清梳联工艺一开始就将棉块抓细、抓小、抓匀的要求。
(4)产量高:抓棉臂宽度1720mm时,最高产量可达到1000kg/h;抓棉臂宽度2300mm时,最高产量可达1500kg/h;JWFl012系列往复抓棉机的产量更高(为最新产品,本书不做介绍)。
2.FA006系列往复抓棉机的主要结构
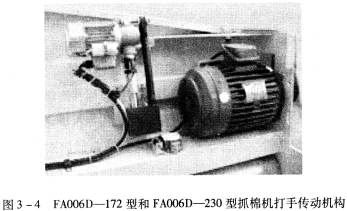
FA006系列往复抓棉机由行走小车部分、转塔部分、抓棉器部分、打手及压棉罗拉部分、覆盖带及卷绕部分、输棉管道和地轨部分、抓棉器悬挂装置、转塔旋转装置以及电气控制系统等组成,如图3—3所示。
(1)行走小车部分:行走小车部分由小车底座机架、行走轮、行走传动装置、安全罩板等组成。小车底座机架采用钢板整体焊接结构,整个小车底座支撑在四个行走轮上,行走小车通过四个行走轮在两根平行的地轨上做往复运动。行走轮由减速电动机通过车体两侧的链轮来拖动车轮轴,使车体左右轮子保持同步运行;电动
(2)转塔部分:转塔部分由底座、立柱、撑档、塔顶、安全罩等组成,并装有抓棉器悬挂装置、转塔旋转装置和电气控制柜。有4个立柱将塔顶与底座连接起来,其中前两个立柱上装有支撑抓棉器滚轮的导轨,后两个立柱构成抓棉器平衡重锤的滑道。转塔底座与行走小车上的四点接触回转轴承相连接,整个机架采用螺栓连接结构。
(3)抓棉器悬挂装置:抓棉器悬挂装置由抓棉器连接架、悬挂固定滑轮、钢丝绳、平衡重锤和抓棉器升降传动机构等组成,并设有高度检测、限啦保护等装置。当抓棉机升降到最高或最低位置时,会自动减速停车。抓棉器升降传动机构中有超负荷离合器,当抓棉器升降阻力超过允许值时,离合器将自动脱开起到安全保护作用,此时全机自动停车并报警。
(4)转塔旋转装置:转塔旋转装置是由减速电动机、联轴器、齿轮和辅助机件构成。当抓棉器打手需要从地轨一侧抓棉区转向另一侧抓棉区时,转塔旋转电动机通过联轴器传动齿轮,该齿轮与四点接触回转轴承内齿轮相啮合,使转塔旋转180°后,减速、刹车定位。
(5)抓棉器机架:由前后两块墙板与中间两弧形板整体焊接的机架和外部安全罩壳组成。墙板用于安装打手、压棉罗拉、肋条等机件。中间弧形板构成过棉通道,前墙板与抓棉器悬挂装置相联。机架上装有打手、压棉罗拉传动装置、棉包高度检测装置和安全保护装置。
(6)抓棉打手:FA006系列往复抓棉机打手采用锯齿刀盘与打手筒体墼体焊接结构,每盘4个刀齿螺旋排列,第一个刀齿与第四个刀齿之间轴向齿距为50mm,相邻两刀齿相错45°,刀尖排列均匀,抓取效果好。FA006D~172型和FA006D-230型的两个抓棉打手共用一个电动机变频调速,能满足不同的工艺需要,传动
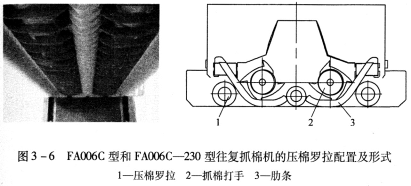
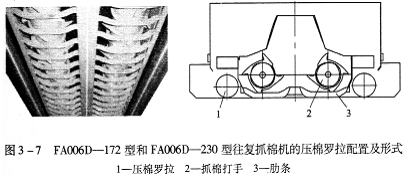
(7)压棉罗拉:FA006型、FA006A型、FA006B型往复抓棉机的压棉罗拉采用星形盘与辊筒体焊接形式,共有三根,分布在打手两侧(图3—5),由变频减速电动机单独传动,其外圆线速度与小车行走速度一致;FA006C型、FA006C-230型往复抓棉机的压棉罗拉采用圆形盘与辊筒体焊接形式,也共有三根,分布在打手两侧(图3—6),也由变频减速电动机单独传动,其外圆线速度与小车行走速度一致;FA006D—172型、FA006D-230型往复抓棉机的压棉罗拉采用光罗拉形式,共有两根,分布在抓棉臂的两侧(图3—7),无传动机构,为被动转动。压棉罗拉与肋条配合共同保持对棉包顶部纤维的“握持”,使抓棉打手抓取的纤维束小而均匀。
(8)覆盖带及卷绕部分:覆盖带及卷绕部分(专利号:ZL00230764.2)由卷绕机架、辊筒、覆盖带和卷绕传动装置等组成,卷绕机架安装在小车机架的后边,卷绕部分在随小车做往复运动的同时,进行覆盖带的卷取或展开,并且始终使覆盖带保持一定的张紧状态,保证覆盖带与输棉道之间具有良好的密封。
3.FA006系列往复抓棉机的主要技术规格(表3—2)
表3—2FA006系列往复抓棉机的主要技术规格
机型 |
FA006 |
FA006A |
FA006B |
FA006C |
FA006C-230 |
FA006D-172 |
FA006D-230 |
||
产量(kg/h) |
1000 |
l0H00 |
1000 |
1200 |
1500 |
1200 |
1500 |
||
抓棉臂 |
工作宽度(mm) |
1720 |
2300 |
1720 |
2300 |
||||
工作高度(mm) |
1700 |
||||||||
间歇下降量(mm/次) |
0.1—19.9 |
||||||||
下降精度(mm/次) |
|
0.1 |
|||||||
抓棉打手 |
形式 |
双打手,锯齿刀片 |
|||||||
直径(mm) |
Φ250 |
||||||||
转速(r/min) |
1440 |
最高1440,变频调速 |
最高1440,变频调速 |
||||||
刀片数量 |
14片/只,每片4齿 |
19片/只,每片4齿 |
14片/只,每片4齿 |
19片/只,每片4齿 |
|||||
刀尖距地面距离(mm) |
最低30 |
||||||||
压棉罗拉 |
形式 |
星形盘与辊简体焊接 |
圆形盘与辊筒体焊接 |
圆形辊筒 |
|||||
直径(mm) |
两侧两根φ140,中间一根φ115 |
140 |
|||||||
数量(根) |
3 |
2 |
|||||||
转动方式 |
减速电动机传动,外圆线速度与小车行走速度一致 |
被动转动 |
|||||||
抓棉小车 行走速度 |
空车(m/min) |
10 |
最高30 |
||||||
工作(m/min) |
10 |
5~15 |
|||||||
全机总长(mm) |
FA006型、FA006A型、FA006B型等三种机型的标准长度为21900, 可按2.5mm/节增加或减少,最长为31900;FA006C型、FA006D-172型两种机型的标准长度23565,可以2.475mm/节递增或递 减,最长为50790;FA006C-230型、FA006D-230型两种机型的标准长度24180,可以2.475mm/节 递增或递减,最长为51450 |
||||||||
总装机功率(kW) |
10.69 |
10.74 |
9.8 |
15.9 |
5.55 |
11.05 |
|||
外形尺寸(标准型) |
长度(mm) |
21900 |
21900 |
23565 |
24180 |
23565 |
24180 |
||
宽度(mm) |
5160 |
5160 |
5160 |
6320 |
5160 |
6320 |
|||
高度(mm) |
2900 |
2900 |
2900 |
2900 |
2900 |
2900 |
|||
全机净重(kg) |
约4000 |
约4100 |
约4200 |
约4100 |
约4200 |
||||
二、圆盘自动抓棉机
郑州纺织机械股份有限公司生产的FA002系列圆盘自动抓棉机三主要有FA002型、FA002A型、FA002B型三种机型,现批量生产供用户使用的是FA002A型和FA002B型两种机型。FA002A型自动抓棉机的小车采用金属行走轮,有地轨;FA002B型自动抓棉机的小车采用橡胶行走轮,并设有机架摆动装置,取消地轨,安装使用更方便。
1.FA002系列圆盘自动抓棉机的主要特点FA002系列圆盘自动抓棉机具有结构简单、维护方便、占地面积小
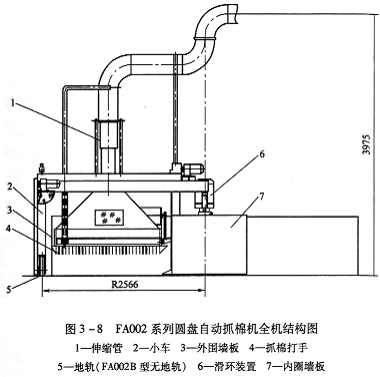
2.FA002系列圆盘自动抓棉机的主要结构FA002系列圆盘自动抓棉机由内圈墙板、小车机架、打手机架、打手、伸缩管、外围墙板、滑环装置及地轨(FA002B型圆盘自动抓棉机无地轨)组成(图3—8)。
(1)小车机架:小车机架由支架连接,内由中心轴支撑,外圆支架下部由两只转动滚轮支撑,FA002A型圆盘自动抓棉机的滚轮沿着圆形地轨做顺时针回转运行;FA002B型圆盘自动抓棉机采用橡胶轮取消小车行走地轨,并将小车机架内侧两立柱与内圈底板之间由固定连接改为活动关节连接(图3—9)。
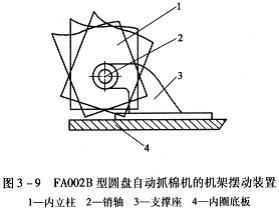
由图3—9可以看出,若在小车橡胶轮行走轨迹内出现地面高低不平时,机架能够绕销轴进行摆动,保证小车及整个设备运行平稳。
(2)打手机架:打手机架由四根丝杆支撑,外侧两根丝杆的丝母转动,丝杆固定在打手机架上。内侧两根丝杆转动,丝母与打手机架固定。当外侧两根丝杆的螺母与内侧丝杆同时转动时,带动打手机架和打手做升降运动,为防止纤维绕到丝杆上,每根丝杆都装有防护套。
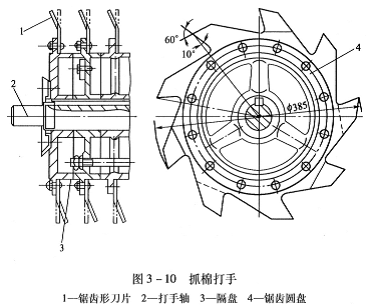
(3)抓棉打手:打手由锯齿刀片、隔盘、端盘和打手轴组成(图3—10)。锯齿刀片由半圆头螺栓、盖形螺母与隔盘(或端盘)的法兰边紧固连接,每个隔盘上的锯齿刀片的齿数,由里向外分三组,里面一组为9齿,中间一组为12齿,外面一组为15齿,更换方便。
(4)内圈墙板:内圈墙板随小车一同转动,底盘下部装有三个滚轮,内圈墙板下端装有密封皮,
(5)外围墙板:外围墙板固定在地面上,棉包堆放墙板内,可避免散花、塌包现象。外围墙板设有两个进包门,进包门方向可根据使用厂机器排列情况安装在进包方便处。外围墙板为选用机件,可根据需要选用或不用。
(6)滑环装置:该装置用于电气连线,其底座与中心套管通过螺栓连接,外接电源以及其他导线从中心穿入并与其内环相连接,机内排线则与其外环相连接。
3.FA002系列圆盘自动抓棉机的主要技术规格(表3—3)
表3—3FA002系列圆盘自动抓棉机的主要技术规格
机型 |
FA002A |
FA002B |
|
产量(kg/h) |
800 |
||
堆放棉包重量(kg) |
2000 |
||
外围墙板(选用件)内径(mm) |
4760 |
||
内圆墙板形式及直径(mm) |
转动式,直径1130 |
||
地轨 |
有 |
无 |
|
小车回转速度(r/min) |
1.7、2.3 |
||
抓棉打手 |
直径(mm) |
385 |
|
转速(r/min) |
720 |
||
刀片 |
形式 |
锯齿式,抓取角10、刀尖角60°、厚4mm |
|
排列 |
由里向外分为三组,第一组每片9齿,第二组每片 12齿,第三组每片15卤 |
||
工作长度(mm) |
1618 |
||
刀片伸出肋条距离(mm) |
2.5-7.5可调 |
||
打手刀片顶端距地面距离(mm) |
最低位置30、最高位置1110 |
||
打手间 歇下降距离(mm/次) |
3—6可调 |
||
打手连续上升时间 |
1080mm/3分50秒 |
||
总装机功率(kW) |
4.85 |
||
全机净重(kg) |
约1600 |
||
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


