国产清梳联合机的调试与工艺效果
国家“八五”科技规划研制的清梳联合机,经几年来纺纱生产实践、改进完善,其工艺技术已有很大提高,趋向成熟,为棉纺厂所接受,国内已有相当数量的清梳联设备在纺纱生产中使用,并取得了较好的工艺技术与经济效果。为更好地扩展市场,尤其拓展国际市场,验证其稳定可靠性及工艺技术效果,求精创新,中纺机集团公司择优组合一套国产清梳联生产线(八台梳棉机)在本中心中试纺纱生产,运行已近两年,取得了较好的工艺效果。
1工艺流程
FA006型往复抓棉机+TF27型桥式吸铁装置→A045B-5.5型高架凝棉器+TF30(WTB)型重物分离器→FAl03型双轴流开棉机→FA022-8型多仓混棉机+TF27型桥式吸铁装置→FAl06B型锯片辊筒开棉机+A045B-5.5型凝棉器+TF31型吸铁装置→FAl08E型锯齿辊筒开棉机+FA031型中间喂棉箱+A045B型凝棉器+TF34型吸铁装置→FAl51型除微尘机→TF2202型配棉三通(配棉器,分二路)一
![]()
2纺纱条件
2.1纺纱品种
CJ14.6tex、CJ/T13tex、T/CJ13.1tex、C18.4tex。下面以CJ14.6tex、C18.4tex为例说明。
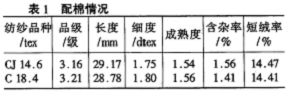
2.2配棉情况
配棉情况如表1所示。
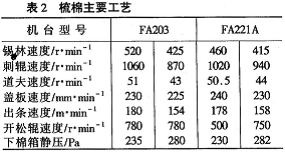
2.3梳棉主要工艺(见表2)
3纺纱质量与控制
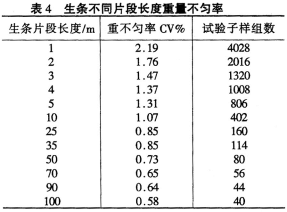
3.1生条重量不匀率(见表3、表4)
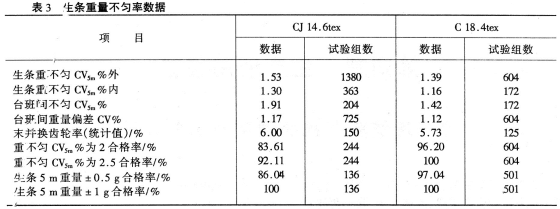
本套清梳联线实践两年来重不匀率见表3,外不匀CV5m%在初期2,中期1.72,近年来1.53~1.39,内不匀CV5m%1.30-1.16,台班间不匀CV5m%在1.91~1.42,重偏CV%1.17—1.12,而末并换齿轮率统计仅在6.17%~5.73%,重不匀率各项指标均优
我们的体会是,本套清梳联线系统比较完善,其输喂棉配用两个自由度的.PID调节器、电子压力传感器与PLC程控等先进微电子技术,实现跟踪连续喂棉,一年来没有因输喂棉系统产生麻烦,稳定可靠。
清梳联线机台运转率,尤其是清棉机台运转率对系统稳定有较大影响,清棉机台运转率在85%-90%时能使系统运行稳定。测定实际运转率FA006型机为90%,FAl08E型机与FAl51型机为100%,其余机台85%,实际生产运行较稳定。
FA022-8型多仓混棉机既有良好的时差混和效果,又有八仓大容量储棉调节,稳定输喂棉,提高稳定FA022型机、FAl06B型机、FAl08E型机运转率,必须调控好多仓阶梯形储棉高度,否则难以保证系统正常运行,也影响重不匀率。FA022-8型机有自动与手动两种控制,手动供维修保养与调试用,生产中尤其是以关车开车时一定要注意多仓的正常储棉,不能只图方便滥用手动。
关于清梳联喂棉箱静压,各地经过研究与使用已有许多宝贵经验,尤其是上箱对下箱连续无级喂棉的实现。本中心摸索中感到上箱静压适当大些,储棉密度适当高些,对均匀喂人下箱有利。我中心试验上箱静压由700Pa升到750Pa,重不匀CV5m%从1.71降到1.42,为改善重不匀率的一个方面。
所以,为改善并稳定清梳联生条重不匀率,适当提高机台运转率,稳定系统静压,正常多仓运行,控制喂棉箱储棉密度,国产清梳联生条重不匀率是能够达到较好水平的。
3.2短绒试验情况(见表5、表6)
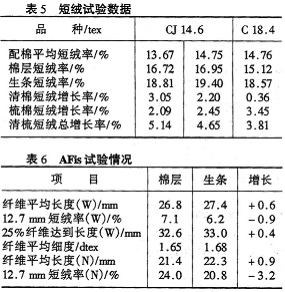
3.2.1生条短绒控制
清梳联生条短绒增长率根据有关统计资料,一般在7%~8%,有的高达10%以上。本套清梳联线两年来短绒试验情况汇总于表5,经三个阶段摸索,生条短绒总增长率由5.14%降到近年来的3.81%,清棉短绒基本与配棉持平,可见清梳联短绒增长重点在梳棉机,梳棉以刺辊的握持分梳损伤纤维更甚。表6为AFis仪检测原棉与生条短绒率数据,也说明经细致的工艺技术措施,可使清梳联的短绒增长达到较好水平。
3.2.2技术措施
采用的原则是:细抓、多松、轻打、早落、少损。根据纺纱品种、配棉质量、速度、产量情况,合理配置工艺,发挥自由抓开作用,适当握持开松强度。
FA006型抓棉机抓取棉簇小而均匀,是清梳联开梳除杂、减少棉结与短绒增长的基础。为此,采取提高其运转率达90%,并把抓棉打手刀片尖端与压棉肋条面平齐至缩进2mm,实现精细均匀抓取棉簇。
根据纺纱品种、配棉、产量情况合理配置工艺,尤其是握持开梳辊的速度与相应隔距。FAl08E型机转速由840r/min降到730r/min,相应调整FAl06B型机的转速与调整给棉罗拉与辊筒隔距,适当加强FA103型机、FA301型机等自由开松作用;结合调整尘棒、分梳漏底隔距及组织好FAl51型机气流,多排除些短绒、微尘。由表5可知,清棉短绒从3.05%降低到0.36%。
关于清梳联短绒增长,由表5可知,梳棉短绒增加达3.45%,是损伤纤维、产生短绒的主要机台,梳棉尤以筵棉喂入刺辊握持强分梳损伤纤维更甚。我们适当选配握持分梳件速度与隔距,发挥锡林与盖板区密梳效能。如刺辊转速由1060r/min降至870r/min,锡林转速由520r/min降到425r/min,适当提高盖板速度;视喂入筵棉定量适当放宽给棉板与刺辊隔距O.35mm~0.4mm,在针布平整度较好时尽可能收紧锡林与盖板间隔距O
开松、分梳元件精度对短绒增长密切相关。本套清梳联线在试纺初期,生条短绒增长在7.5%并居高不下,检查所有开清棉辊筒锯片锯齿,有的不够光洁,棱边毛刺,齿尖弯钩等均有造成束丝,盖板针布磨毛粘嵌花等均损伤纤维,使短绒增加,我们用细锉、油石磨掉明显毛刺,清刷打光,减少纤维意外损伤。
梳棉机分梳件间纤维良好转移与短绒有关,如转移不良、返花或反复转移,造成小紧棉束、梳理过度纤维疲劳、弹性减弱、易扯断增加短绒。我们在针布较平整的基础上适当收紧转移隔距,如锡林与刺辊隔距0.18mm~0.20mm,锡林与道夫隔距O.10mm~0.12mm,对减少短绒有利。
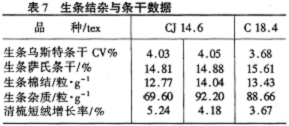
3.3生条结杂与条干
3.3.1生条结杂与条干控制
清梳联生条的结杂与条干是梳理质量的重要指标,国外客户要求C18.4tex纱生条棉结在20粒/g以内,条干CV%值3.5,原棉在3.16级~3.21级情况下,难度不小。本中心就依据此要求实践这条清梳联线,两年来中试梳理质量数据见表7,生条结杂为13.43粒/g与88.66粒/g,AFis仪检测降低率为:棉结77.62%,杂质76.92%,清梳效果较好。
3.3.2调控方法
如上所述本套清梳联配置细抓、开松、混和、梳理等适纺性较好,输喂棉、吸落棉、自动控制整个系统组合较理想,这是基础。
棉结、杂质首先是原棉开松梳理质量,其次是少损碎,多排除,我们从FA006型往复抓棉机着手,刀片尖以平齐至缩进2mm,试验棉束较小,根据总产量选择抓棉辊速度。
提高清棉各机台运转率,使不过度打击损伤纤维和击碎杂质。选择适当的FA106B型机、FAl08E型机的辊筒速度和梳棉刺辊速度有利减少损碎。
梳棉机盖板宜保持略高速度,对加强梳理、清除棉结细小杂质有利。我们在适当降低锡林速度时盖板速度不变,同时锡林高速情况下与盖板间保持较紧的隔距于分梳除结杂均有利。
控制各输棉
提高清梳落棉含杂率与总除杂效率是降低生条结杂的有效途径。清棉除杂效率62.4%,梳棉除杂效率96.67%,盖板除杂效率11.13%的较好效果,除合理选择落棉工艺外,配套的吸落棉系统运行正常是重要方面。
生条的乌斯特条干试验见表7,基本达到乌斯特89公报25%水平,主要做法是:
(1)使传动系统与回转件转动均匀平稳,解决传动部件顿挫异响,解决梳棉机棉网均匀转移;
(2)做紧做准主要转移隔距,使分梳件平整、筒体动态平衡好。
试验证明喂棉箱静压稳定,上箱静压稍大些,可使下箱连续喂棉与输出棉层均匀,于条干有利。
注:生条棉结、杂质内控指标供精梳棉纱15(80)粒/g,供普梳纱20(100)粒/g,外商要求C18.4tex生条棉结≤20粒/g。
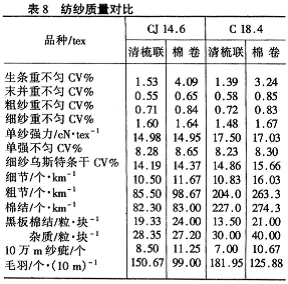
3.4清梳联与棉卷工艺成纱质量
由表8成纱质量统计数据知,成纱重不匀率、乌斯特条干、千米细节、千米粗节、千米棉结与十万米纱疵均优于棉卷喂入质量,达到并优于乌斯特89公报25%水平,黑板棉结比棉卷生产纱少4.7粒/块~7.5粒/块,C18.4tex纱达到外商要求棉结数。半制品重不匀CV%也均优于棉卷生产,尤以生条重不匀CV5m%优于棉卷喂入的一倍。所以,前纺半制品质量直接影响成纱质量,也在清梳联中得到证实。
4几点改进
(1)A045B-5.5型高架凝棉器上的TF30型重物分离器运转初期时有散棉阻塞,须掏清才能继续生产,经观察分析缺少补风,在斜侧门板上钻补风孔后,不再阻花。
(2)FA203型梳棉机剥棉罗拉与高速清洁辊处安全防护板固定处有机玻璃观察窗偏小,看不清两端积花,清洁工作极难做,又可能带破棉网夹入成纱疵,并绕花轧坏针布,后自行设计制造改成框架加整块有机玻璃插入式,既能全面看清
(3)梳棉滤尘仅用SFU013-7一级板式滤尘,过滤八台梳棉机上棉箱与喂棉箱下箱排风,使用实践中有少量飘散纤维溢出,时有滤绒糊塞与吸嘴阻塞,后在板滤前尘室内机械手前右角进风处装滤网加布袋,先行过滤掉短绒与少量纤维,不再糊槽格内滤绒与吸嘴,效果较好。
5结语
(1)两年来的纺纱实践证明,整个系统运行正常,稳定可靠。清梳机械、吸落棉系统故障率低,尤以输喂棉、电气PLC集中自控系统正确,灵敏可靠,阻挂花少,梳棉断头率很低,全流程机台整洁美观。
(2)长期试验与数据表明,质量稳定,生条与成纱各项质量指标达到或接近乌斯特89公报25%水平,达到了良好的工艺效果,具有国际同类清梳联先进水平。
(3)对国产清梳联纺纱生产调试实践说明,只要摸熟设备结构、性能,掌握系统调控方法,正常生产技术管理,选配合适工艺,国产清梳联可以替代进口。
(4)要推广应用好国产清梳联,发挥其应有的工艺技术性能,需要纺机厂精益求精,不断创新,进一步提高部件制造和装配精度。同时用户必须熟悉其结构性能,掌握调控方法,提高设备、工艺、生产技术管理水平,密切纺机厂与使用厂的合作,加强交流与技术培训,以促进清梳联全面推广应用。
江苏省无锡纺织机械试验中心
宋毓琳吴志刚周美珍
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


