国产清梳联生产线的使用实践
近些年通过科技攻关、自主开发、纺机专项引进以及吸收国外技术,国产纺织机械无论从技术水平还是制造质量方面均有较大韵提高,有些已形成系列,为国内纺织企业设备选型提供了更多的选择余地,特别是国产清梳联设备虽与国外设备相比仍有较大差距,但的确有了突破性进展,清梳联在纺纱技术上的应用,成为提高成纱质量的一个重要手段。为了适应市场对纺织产品高档次、高质量的需求,增强企业在市场竞争中的实力,从1996年到1997年,我厂对3.3万锭精梳生产线进行了大规模技术改造,清梳联就是其中一项。在进行了广泛深入的调研后,根据我厂对产品品种和质量的要求以及资金实力,选购了两套郑州纺机厂制造的清梳联合机设备。
1工艺流程的配置
根据我厂设计产品品种为CJl8.2tex以上纯棉纱,考虑到配棉等级较高同时以使用本地棉(奎屯)为主,含杂较低,因此在本流程中取消了FA016A型自动混棉机以缩短流程,具体如下(1套开清棉机组配12台梳棉机):
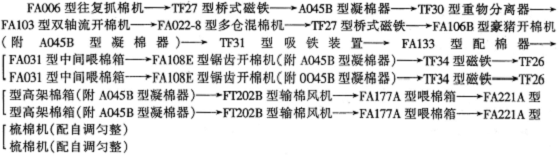
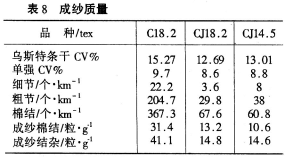
这两条生产线1997年11月正式投产使用以来,设备运行良好,操作简便,故障率低,性能稳定,先后生产了C18.2tex、CJ18.2tex、CJl4.5tex纯棉纱,三个产品质量均达到乌斯特89公报25%的水平,显示出了其优良的技术性能。
2主要质量和技术指标测试
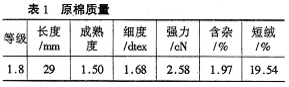
从表1可以看出原棉中短绒含量较高,强力偏低。
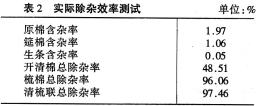
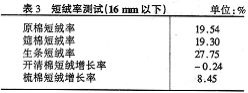
表2、表3数据说明,郑纺机清梳联中开清棉机组具有较好的去除短绒的作用,有时筵棉中短绒含量低于原棉中的短绒含量,呈负增长。整条生产线除杂能力较强,而梳棉机短绒增长率较高,一般为7%-10%左右,这与原棉中短绒含量较高有一定的相关性,为此,我们专门用AFIS仪器对其进行了检测并与(350型梳棉机和FA201B型梳棉机对比试验,检测结果相差不大,详见表4。
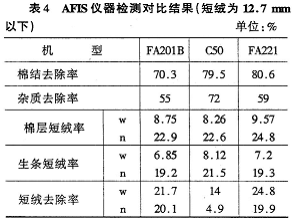
注:w为重量法,n为根数法。
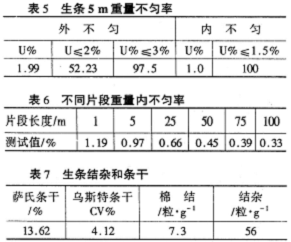
生条质量见表5、表6、表
成纱质量测试见表8。
3使用实践
在使用中我们着重做了以下几方面的工作,收到了良好的效果。
(1)清梳联对于我厂来说尚属第一次使用,为用好这些设备,我厂十分注重人员的整体素质水平,在维修人员配备中有一半以上具有大、中专学历和初级技术职称。特别是为适应机电一体化水平的提高,我厂制定了不同于其他车间的特殊管理模式,在维修人员中专门配备了机电专业的大专生和电工,组成设备、电气、运转统一管理体系,及时处理出现的问题,在设备的安装、正常运行和维护保养方面发挥了重要作用。
(2)制定了严格的设备维修使用规程和管理制度,加油、清洁周期及内容和标准,同时注重做好设备的状态检修和重点部位的点检工作,从而保证了设备的运转率。
(3)不断进行工艺研究,根据不同原棉质量调整各机工艺参数,取得了明显效果。我们选取适当的速度以减少对纤维的损伤,取消梳棉机刺辊下部两块托棉板以增加短绒的排除量,将梳棉机前区牵伸由1.277倍调整为1.234倍,大大提高了生条的条干水平,生条萨氏条干不匀率由改前最好水平的13.62%达到改后最好水平的11.81%。
针对设备上发现的一些问题,我厂采取了一些相应措施并对其中一些部位做了改进。
(1)在运行中发现该机组在连续运转时质量较稳定,但在停机后重新开机时由于压力的变化生条质量易产生波动,为此我们在保证机台清洁的前提下减少开关车次数,延长连续运转时间,每次开机时首先调整好压力同时做好重量试验,方可正式开车,从而保证生条质量的稳定性。
(2)在安装过程中发现盖板(已包磨好)经长途运输有变形现象,小件加工稍显粗糙,个别安全罩尺寸不对,盖板油箱密封垫质量差,漏油严重,个别部位轴承质量较差。为此,我们对盖板重新校验、磨针,使针高度差控制在0.02mm以内,以保证盖板~锡林隔距的准确性,选择较好的密封垫、轴承进行更换,减少了故障的发生。
(3)梳棉
(4)在运行中我们发现梳棉机由于间歇吸与连续吸动作压力方向变化,经常造成吸棉箱铜滤网损坏,影响正常生产和产品质量,改用其他滤网材料并减少目数后,很好地解决了这个问题。
4几点体会
(1)我厂清梳联生产线使用的开清棉机组与梳棉机均为郑州纺机厂自行研制的,从设备排列设计、安装调试、配件供应以及设备维修等方面能为用户提供及时有效的售后服务,免去用户使用多厂设备配套带来的许多麻烦和不必要的“扯皮”现象,大大方便了用户的生产使用与管理。
(2)熟悉并掌握设备性能,是正确使用设备并减少故障的前提,该清梳联生产线总体设计合理,加工设备精良,在设计与制造中广泛采用国外先进技术,许多关键部件直接使用进口产品,机电一体化水平和可靠性大大提高,设备运行稳定。同时我厂清梳联设备维修人员全部经过郑州纺机厂正规培训,操作人员也经本厂培训合格才能上岗。因此在使用中故障率低,开清棉平均故障率为0.063次/线·班,梳棉故障率平均为0.016次/台·班。
(3)做好设备日常检修和清洁工作是提高设备运转率的关键。这两条清梳联生产线产量高,生条输出速度一般在135m/min(产量35kg/台·h),用工省(两条生产线每班只需四名值车工),维修简便。认真做好定期加油和清洁工作,可长期连续运转,生条断头率低,经测定断头率为0.041次/台·班,减轻了工人劳动强度。
(4)抓棉机抓取棉束的大小与开松、除杂有一定的关系,为此我们把FA006型往复抓棉机的下降量控制为2mm,经实测,在产量500kg/h时抓取棉束重量不大于14.8mg,喂入梳棉机时的棉束重量仅4.0
新疆奎屯棉纺织厂张有为任旭红
王荣窦彬
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


