特吕茨施勒尔清梳联合机使用体会
我公司于1996年引进德国特吕茨施勒尔清梳联合机一套,5月份安装并投入生产。目前主要生产CJ18.2teX和T/CJ13tex等品种。
1工艺流程与主要特点
BDT019型程控抓棉机→LVSAB型高效凝棉器(附WTB型重物分离器)→AFC型双轴流清棉机→MM6型多仓混棉机×2→CVT3型三罗拉清棉机×2→DX型强力除尘器×2→FBK533型棉箱×14→DK760型梳棉机×14
该套清梳联合机清棉部分工艺流程的作用顺序为:开(抓)→清→混→清。作用点只有4个,与我国目前有代表性的纯棉流程相比,减少了机台,减少了作用点的数量,同时BDTDl9型程控抓棉机采用了“负刀工艺”,即打手刀片低于肋条高度。AFC型双轴流清棉机采用了无握持的自由打击,棉流沿打手轴向螺旋前进。CVl3型三罗拉清棉机除第一钉板打手为握持打击外,其余两只打手均为自由打击,并且CVT3型三罗拉清棉机第二、第三打手采用了锯齿打手。
因此,该套清梳联系统中清棉工序流程短,作用点少,以梳代打,对纤维的作用缓和,减少了纤维的损伤,对提高除杂,减少棉结有利。另外,该套清梳联系统及系统中的各单机均采用了计算机控制、采用了无回花复式棉箱、采用了棉网清洁器,盖板传动采用同步齿形带取代了以往的链条传动。
2使用实践
2.1主要技术指标和质量指标
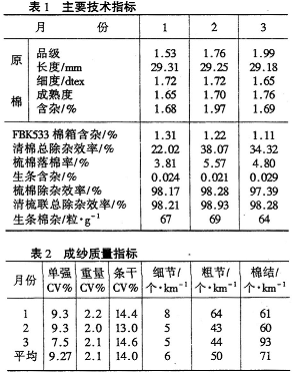
一年来,我们通过不断地消化吸收和探索,认真开展工艺研究,使该机所生产的品种满足了用户需要,深受用户的好评。其主要的技术指标和质量指标如表1、表2所示。
2.2设备的主要故障及修理
2.2.1系统供棉故障
系统供棉故障出现和由于系统供棉不足
系统供棉故障在品种未改变的情况下,主要是由于BDT019型程控抓棉机抓棉不足造成多仓供棉不足和:FBK533型棉箱供棉不足所造成的。
BDT019型程控抓棉机抓棉量不足是由于抓棉深度不够造成的,可通过调整抓棉深度来解决。正常生产过程中,抓棉深度调整在3mm~3.5mm即可,在每次上包后,包头棉花密度较小,需增加抓棉深度的倍数和来回抓棉次数,一般设定抓棉深度的增加倍数为10倍左右,来回次数为12次即可。
FBK533型棉箱供棉不足,主要原因有两个:其一为FBK533型棉箱上棉箱排气滤网的排气总面积小于输棉管道的横截面积,而使输棉管道内压力升高,在压力开关的作用下,CVT3型清棉机三罗拉给棉减少或停止,FBK533型棉箱上棉箱内棉花密度减少,供棉量不足,其措施为调整FBK533型棉箱上棉箱排气滤网的开口总面积和输棉管道的横截面积大约相当,调整原则为距同排两端机台排气滤网的开口为最大,愈往中间机台的开口愈小;其二为供给CVT3型三罗拉清棉机的棉层较薄或CVT3型三罗拉清棉机的供棉量(即给棉速度)较低,即使不停供棉,仍不能满足需要,其措施为调整CVT3型三罗拉清棉机的棉层厚度,一般为25mm左右,或者调整CVT3型清棉机的供棉量,一般为46%即可。
2.2.2DK760型梳棉机棉条打折
在生产过程中,DK760型梳棉机出现棉条打折现象,并且该现象愈来愈严重,经分析该现象系上圈条盘的转速与圈条底盘转速不相匹配所致。把HK圈条器变速箱中相啮合的47T与27T位置互换,该现象消除。
2.2.3EAS2电子程控柜故障
EAS2电子程控柜的故障是多方面的,我们遇到的是做完清洁,打开总电源后,EAS2电子控制柜显示屏上凝棉器信号S4无法清除,系统各单机显示TKN-NETWORKINACTIVE(通讯网络系统未启动),仅2
经系统分析并和特吕茨施勒尔公司联系,发现此故障系CPU旁边的SNBl模块损坏所致。该模块调换后,经重新调试,开车正常。
2.2.4BDT019型程控抓棉机报警故障
在正常开车时,突然出现报警,同时显示屏上显示FREOUENCYCONVERTER(+3.1-ABl)37(变频器出现故障),检查变频器无任何故障,待停机休息一段时间再开机,抓棉机工作正常。经反复查询为变频器内部的冷却风扇作用不良,而使变频器内温度超过设定保护温度75℃所致,在无进口冷却风扇更换的情况下,我们在变频器外部装一国产风扇,通过一自制风管向变频器内部吹风,达到了冷却降温的目的,彻底排除了故障。
2.2.5CVT3型三罗拉清棉机第一打手电机烧毁
CVT3型三罗拉清棉机第一打手电机烧毁是MM6型多仓混棉机第一打手轴头夹花,造成输棉帘上棉层厚薄不匀,而使CVT3型三罗拉清棉机第一钉板打手噎死所致。该机故障可在CVT3型三罗拉清棉机显示屏上显示(+1.1S541S391)并出现报警,但挡车工如果在不消除故障的情况下强行反复开车,使控制电机电路中的接触器(DILEM-10)反复地断开、吸合而致粘连,使电机过载得不到保护而烧毁。因此出现噎车后,挡车工必须将故障处理后再开车。
3体会
(1)清梳联合机采用了计算机技术,实现了无回花连续喂棉,把清棉和梳棉有机地联结在一起。设备管理人员、工艺人员、维修人员和挡车工,只有认真学习清梳联合机的说明书和相关技术,才能管理好、使用好清梳联设备,同时系统中的各种参数是彼此独立又是相互影响的,生产过程中,应善于通过观察各种参数的变化,及时地发现问题,解决问题,把故障处理在萌芽状态。
(2)清梳联合机采用了“机、电、仪
(3)应加强清梳联合机工艺研究工作,合理地分配开清棉和梳棉的除杂效率,以便充分发挥各单机的效能和潜力,提高除杂效率和梳棉质量,为提高成纱质量、翻改品种奠定良好的基础。
(4)企业应配备若干名会外语,懂机、电、气,责任心强,技术过硬的设备维修人员,保证清梳联合机系统稳定、可靠运转。
(5)应加快清梳联合机配件、传动带、电子元器件的国产化工作,这是目前我国进口设备存在的急待解决的问题。进口设备机配件、传动件、电子元器件的供应问题,已经影响到了进口设备的正常运转和产品质量的提高。
(6)与清梳联合机配套的除尘系统的运行状况,直接决定着清梳联合机能否正常运行和产品质量,在维修管理上必须与主机并重。
河南省洛阳白马企业集团有限公司
王洪涛韩元超
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


