马佐利清梳联的性能特点与工艺调试
1995年我厂引进了一套意大利马佐利清梳联设备,经过三个月的安装调试和近两年的生产实践,摸索积累了一些经验。现将主要性能特点及工艺生产情况作一些介绍。
1工艺流程
B12SB型抓包机→B165ME型火花金属探除器→B41/2型凝棉器(附HP型风机)→→B31型双轴流开棉机→B151型输棉风机+B143型混棉机(附B174型重物除杂器)→B41/1型凝棉器+B35型开棉机→B41/l型凝棉器+B35型开棉机→B41/1型凝棉器+B151型输棉风机→B136C型喂棉箱×l0→CX300型梳棉机×10
2有关单机性能特点
2.1B12SB型抓包机
该机抓棉臂长1700mm,轨道长25.16m,工作长度19.52m,排包60包~90包(国产包),可自动记录混棉长度,根据棉包高低自动调节升降位置(抓棉臂可旋转180°)。抓棉臂配备有两个独立传动的抓棉打手,打手鼻形刀片由特殊合金制成。两个由变频电机带动的导棉辊,可防棉包倾覆,并配有自动灭火系统,控制抓棉打手与导棉辊区域问火警。棉流由B41/2型凝棉器及HP型风机抽吸,其启动、停止、抓棉量的增减,由B143型机上的气压传感器控制。抓棉量的多少由肋条的位置高低来调节(范围30mm),肋条的高低位置分五区设定,可适应五种不同棉层高度,以保障供应和充分做到精细抓棉。抓棉机工作效率高于80%,产量可达800kg/h-1200kg/h。
2.2B143型混棉机
该机构造简单,由B151型变频风机抽吸和输送原料,六仓几乎同时喂满,每个棉仓下部有一对输棉罗拉,每对输棉罗拉速度由变频电机控制,形成速差而导致原料的混合。每对输棉罗拉下装有一个棒状开棉打手
2.31335型开棉机
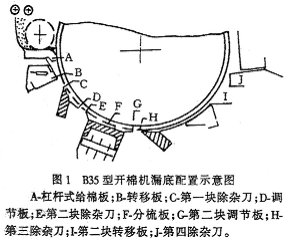
该机特点为握持式开清棉,给棉罗拉由后道机台的光电传感器或压力传感器通过变频电机来控制快慢和停车。握持点压力由杠杆加压装置控制,给棉罗拉与给棉板间压力可逐点控制,根据棉层厚度不同进行自由调节。漏底配有分梳板及除杂刀,能有效除杂并对纤维作初梳理(如图1所示),C、E、H、J能清除杂质,D、G、J与打手隔距d、g、j决定废棉输出量,F起初分梳作用。该机配有角钉、梳针、锯齿针布三种类型打手(我厂两台B35型机打手分别为梳针打手和锯齿针布打手),打手速度有四档,分别为497r/min、584r/min、680r/min、823r/min可供选择。
2.4B136C型棉箱
该机是无回花双节供棉箱,其上棉箱的喂棉由位于第一节棉箱输入侧的一个压力开关控制,此压力开关控制清棉线上最后一道清棉机的启动、快慢速给棉和停止,使上棉箱存棉量保持均匀。下箱采取连续吹气式控制棉层均匀度,下箱中的压力感应传感器随时向可编程序控制器PLC传递数值,通过PLC中的比例积分微分动作调节器PID改变上下箱问的变频喂棉罗拉转速,使下箱存棉量保持恒定水平。下箱中还有一个安全光电管,存棉高于此光电管,给棉罗拉停止喂棉。若PID系统损坏时,可通过MB90设置,使用此光电管控制上箱向下箱喂棉。
2.5CX300型梳棉机
移动盖板共100根,工作盖板38根,转动方向与锡林一致。固定盖板在锡林前后各有五根,并配有除尘刀。在圈条成形前棉条先经过二上二下牵伸装置(牵伸倍数1~1.5),圈条器设计独特,为条筒固定圈条器,自动换筒,抉筒时不降低出条速度。采用SLT4型开环式自调匀整系统,通过给棉罗拉上的两个压力传感器感应棉层厚
3主要工艺参数
3.1B12SB型抓包机
打手转速1400r/min,走车速度(变频电机驱动可改变)18m/min。抓包机刀片伸出肋条最大5mm,缩进最大25mm。目前,我们设定抓棉五个区刀片与肋条距离-7mm-8mm(即缩进7mm-8mm)。抓棉臂抓棉下降动程是根据棉包与抓棉打手问压力来确定。一般纺棉压力调为O.3MPa。不同棉包松紧不同,抓棉厚度也不同。
3.2B35型开棉机
打手速度:两台B35型梳针打手锯齿针布打手速度均为823r/min。漏底隔距如表1所示,位置参看图1。

3.3CX300型梳棉机
锡林直径1290mm,锡林速度400r/min;刺辊直径350mm,刺辊速度684r/min;道夫速度40r/min;盖板速度195mm/min。给棉板与刺辊隔距O.63m/n;锡林与刺辊隔距0.18mm;锡林与盖板隔距O.36mm、O.36mm、0.30mm、O.30mm、O.30mm、0.25mm;锡林与道夫隔距0.13mm;锡林与固定盖板隔距0.30mm(后)、O.25mm(前)。
4工艺效果及分析
4.1工艺效果
以生产CJl3.9teX为例,生条设计干定量18g/5m。配棉等级229,原棉含杂2.0%,品质长度33.5mm。喂入棉层含杂0.99%,生条含杂0.06%,开清棉总除杂效率50.5%,梳棉机除杂效率93.9%,流程总除杂效率97%。在梳棉机出条速度150m/min、产量
4.2分析
(1)生条条干CV%达到了UWTER89公报25%水平,生条重量CV%也小于2.0的要求。要控制好生条的内、外不匀,必须进一步精确调整B136C型机上箱存棉量、下箱均匀给棉及自调匀整仪控制生条定量。
(2)生条棉结较少,比棉层降低了50%。这是因为采用了较大的锡/刺速比(2.15:1),使用了固定盖板和预分梳板。这些工艺配置能有效地去除棉结,B12SB型机的精细抓棉,B35型机的预分梳除杂也大大减少了棉结的产生。
(3)生条短绒率过高,其产生原因是梳棉机在梳棉过程中对纤维损伤过大,我们分析可能是给棉板与刺辊隔距过紧,锡林刺辊速度高造成的。外方在合同书中承诺生条中12mm以下短绒率应比棉层中降低30%。但调试完毕后实测棉层中12mm以下短绒率为8.06%(平均),而生条短绒率比棉层却增加了112%,为此我们将两台车的锡林速度降低到375r/min,刺辊速度64lr/min,试验结果棉层短绒率为8.55%,生条短绒率为10.64%,有较大降低,但仍有问题。
5结语
(1)马佐利清梳联采用全流程连续喂棉,微机控制,MB90操作板显示。通过操作板可调整前后机台的均匀喂给,从而提高开松、混和和除杂效果。另外MB90操作板可显示和查询故障,大大方便了操作和维修。
(2)该设备采用B136C型无回花吹气式双节棉箱,下箱气流由滤尘系统吸走,要保证均匀喂给,下箱压力必须稳定,因而对滤尘系统提出了较高的要求。滤尘设备要运行平稳,如果发生堵塞,风量、风压不够,梳棉机便自动停车(锡林停止)。直到故障排除,恢复足够风量、风压后,才能继续开车。
(3)CX300型梳棉机采用SLT4型开环式自调匀整仪,对长片段匀整较差,且
(4)清梳联设备虽能有效地提高生条质量,但要获得高质量的成纱,还需要后道工序设备相应配套,这样,才能充分发挥其效能。
河南省中原棉纺织厂
李彦旭文映山王志刚
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


