BD2OOSN型转杯纺纱机产量提高的几项措施
李连福
(青岛华捷纺织股份合作公司)
转杯纺作为有别于传统环锭纺的一种新型纺纱,其优越性在从事纺织业的人士中已几乎是人所共知。随着技术的不断完善、新机型的不断推出以及其产品适用范围的不断扩大,其发展前景相当广阔。我公司现有捷克产BI=)200SN型转杯纺纱机22台,产品质量较高且稳定,用户遍及大江南北,且包括几家国内顶级的名牌厂家。因此,在产品供不应求的情况下,如何在稳定的前提下提高产量就成为摆在我们面前的一个重要课题,为此,我们采取了以下一些主要措施。
1提高转杯转速
大家知道,转杯纺纱的引纱速度与纺杯转速成正比,因此,提高转杯速度是增加产量的一个直接的途径。我公司BI)200SN型转杯纺纱机转杯直径有两种型号:φ66mm转杯和φ54mm转杯。前者的速度有31000r/min,36000r/min和40000r/min三档,后者则有45000r/min,50000r/min、55000r/min和60000r/min四档。自从我公司投产以来φ66mm转杯常规产品只用36000r/min,个别花色纱还用过31000r/min,而φ54mm转杯则一直用45000i/min一档,因此提速空间很大。我们先对φ54mm转杯进行提速试验(试验品种C36.4tex),由45000r/min提到50000r/min,在同机台同锭号下进行对比试验,在配棉成分、纱线号数和捻度不变的情况下,通过多次试验得出的数据见表1。
在关键指标黑板条干的检测中,发现提速后条干略有下降,并且粗节有所增加,这跟我们的预测是比较吻合的。因为随着转杯速度的提高,在捻系数不变的情况下,引纱速度必然提高,而喂棉速度也会跟着提高。这样,由于分梳辊速度(7000
本着上述分析的结果,我们将分梳辊转速由原来的7000r/min提高到7500r/min,其他条件不变,我们又重新进行了试验,有关数据见表2。
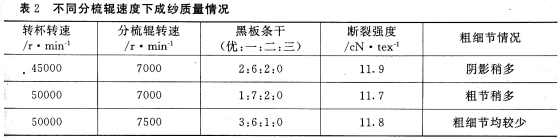
从黑板条干看,效果很明显,粗节、细节明显减少,均匀度大为提高。但这并不意味着提高纺杯速度就必须提高分梳辊转速,也不意味着分梳辊转速越高对成纱的质量也越好。随着分梳辊转速的提高,对纤维的损伤也会越严重,从而不可避免地会对成纱的强度造成影响。在我们随后进行的对~P66mm纺杯由36000r/min提到40000r/min的试验中(所试品种为c36.4tex),发现提速前后的成纱条干、断强、粗细节等几乎没有任何变化,因此我们没有将分梳辊提速再作试验,这当然也考虑到了节约用电的问题。
至于分梳辊转速多大合适,笔者认为应多个方面考虑,一方面应取决于转杯负压,也就是与转杯速度有关,不能无限制地提高,这方面有关专家已作过详细论述。另一方面,同样的纺杯速度下,不同纺纱品种,有时也要取不同的分梳辊速度。我们曾纺过80tex纱,由于喂棉速度快,为1.8m/min,是C36.4tex喂棉速度的3倍多,在分梳辊速度为7000r/min时,发现有较多的竹节纱,分梳辊转速提高到7500r/min后,竹节现象便消失了。因此分梳辊转速的选择应综合考虑,纺杯速度、纺纱品种、成纱条干、成纱强力甚至成纱棉结杂质等,以最终生产出满足用户要求的纱为原则。
2提高加捻效率
以较低的设计捻系数获得较高的实际捻系数,从而取得较高的引纱速度,提高产量。
我公司的BD2000SN型转杯纺纱机有两种假捻盘可供选用(R4型和R10型)。R4型的圆
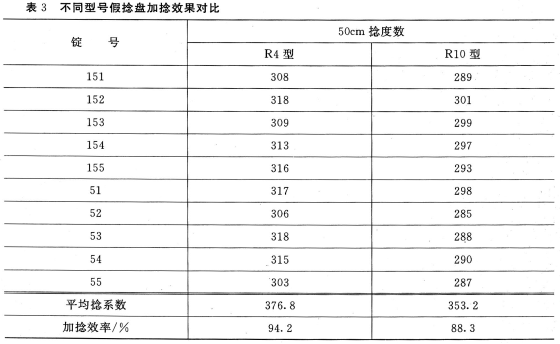
显而易见,R4型假捻盘的加捻效率比R10型约高6个百分点,这就意味着,为了获得同样的捻系数,用R4型假捻盘时的设计捻系数可以比R10型约减少6个百分点,从而其引纱速度可比R10型的高约6%。这样,产量也就自然提高6%。但这样做有没有弊端呢?我们在其他工艺完全相同的条件下,做过多次试验,情况表明,两者比较成纱质量基本是相当的。只是在断头率上R4型假捻盘比R10型的要高,分别是28根/千锭·h和12根/千锭·h。当然,断头率高,纱的接头多一些,挡车工的劳动强度也会稍大一些,但好在28根/千锭.h的断头率也并不算高,甚至也可以说是一个较低的断头率。
为什么R4型假捻盘的加捻效率比R10型的高呢?在此,我们不妨顺便作一下解释。
首先,我们要知道捻回损失的原因是什么?众所周知,从纺杯凝棉槽中剥离的纱条,通过纺杯转动而获得捻度。从理论上讲,纺杯每转一周便有一个捻度。在加捻过程中,纱中产生扭应力,该扭应力可直达转杯纱的剥离点,并且经过剥离点而进入凝棉槽中,传递一小段长度,此长度叫捻回传递长度,在纺杯的凝棉槽中,只有剥离点处的须条才达到了纱线设计的粗细,其他部分离分离点越远的,纤维越少,形成一个锥细尾。因此,在纺杯凝棉槽中的捻回长度内,还要在已加了捻的纱条中再凝聚一部分纤维。这部分后来凝聚上的纤维就比纱芯的捻度小。另外,捻度在凝棉槽中传递时,由于纤维没有受到强制握持,引起尾端随加捻方向滑移转动而使捻度损失。假捻盘假捻作用越
3合理降低捻系数提高产量
在成纱不影响布面风格,并且强力又不影响织造要求的情况下,可以适当降低设计捻系数,这也是提高转杯纺纱机产量的一个简单而直接的方法。有一种纱,我们曾因强力问题用过460的设计捻系数,但也用过4O()的设计捻系数,两者的单位时间内的产量之比不难算出为1:1.14,也就是说其中有14%的出入。当然,这是以好的配棉和较高的设备基础为前提的。否则,也就谈不上降低捻系数。
上面我们论述的三点,都是通过怎样提高引纱速度提高产量的,当然我们也可以通过其他方式,比如想办法降低断头率、提高运转效率等。但是不论采取何种方式都必须是以保证成纱质量不降低为前提的,否则,只顾提高产量而不顾质量,也就失去了提高产量的意义了。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


