BT9O3型转杯纺纱机的性能和工艺设计
张伟刘贵卿李忠雷
(山东新光股份有限公司)
BT903型转杯纺纱机是捷克BASEtex公司(现瑞士立达公司)继BT902型转杯纺纱机之后推出的最新一代转杯纺纱机。2001年3月,我公司为充分利用前纺设备的潜力,继1999年5月引进2台(240头/台)BT902型转杯纺纱机之后,再次引进的第二代BT系列转杯纺纱机。
1主要技术性能
(1)工艺信息化系统功能更加扩大。工艺、电清、接头参数的调节全部通过操作面板完成,所有的工艺参数在纺纱过程中受到监控,错支的情况得以减少,并可对轮班生产数据、质量数据,设备状态数据等进行统计、监控,可以设置筒纱定长和定期清洁纺杯。
(2)纺杯和分梳辊单侧传动,通过变换皮带盘改变转速,取消P1V装置和高强度同步带组成的无级变速器,变频控制特殊同步电机驱动给棉、引纱和卷绕,品种翻改更加方便,工艺数据不易走动。
(3)机电一体化的半自动接头AMIspin装置,生头简单、稳定,接头质量得以保证,电子控制的接头过程保证喂棉和引纱时间的准确,生头过程的时间误差小于0.01s,降低了对值车工的技术水平要求,避免了因人工接头造成的疵点,接头强力可达到原纱强力的60%,有效地保证后道工序的生产效率。
(4)电子清纱器安装在纺纱器与引纱罗拉之间,设有10个清纱通道,其中,S1~S6六个粗节通道、T1、T2二个细节通道,一个规律性纱疵。Mo通道和一个长片段不匀C通道,还设置接头检测Jp通道,为保证全过程的接头质量和成纱质量,以上均可通过操作面板方便地设定满足客户需要的清纱参数。
(5)每个锭位装有红、绿两个指示灯,与车头信号灯组成9种报警信号,方便了值车工的操作。
(6)巡回清洁器可以帮助清洁清纱器、断纱传感器及卷装筒纱附着的飞花。
(7)纺杯
(8)纺杯轴承型号由A41D一73型改为A41D~72型,更适合高速,使用寿命延长。
(9)引纱速度由160m/min提高到165m/min。
(10)其他性能基本与BT902型转杯纺纱机相同。
2工艺流程
A002D×2→A006C→FAl04A→A036B→A036C→A092×2→A076X2→A186H→FA302→FA303→BT903
3工艺配置
3.1纺杯转速
小直径纺杯,凝聚槽较窄,转速高,适纺细号纱;大直径纺杯,凝聚槽较宽,有利于杂质的自清洁,转速低,适纺粗号纱。
纺杯转速的选择应结合生产平衡、引纱速度、断头率,并根据分梳辊的分梳能力进行选择,采取“高中求低”的原则。由于BT903型转杯纺纱机配置OK74型分梳辊,该分梳辊直径大,分梳面较大,针齿经过金钢镀处理,硬度高,不易磨损,分梳能力强,所以φ40mm的纺杯可以纺粗号纱,解决了小直径纺杯纺粗号纱质量差的问题。我们在实际生产中纺83.3tex~36tex时,纺杯转速选择75000r/min,细号纱速度应高于粗号纱。纺杯转速高低与成纱质量的关系见表1。
转速高,成纱质量稍差,粗节、棉结稍增加,处于同档水平。
3.2分梳辊转速
分梳辊的主要作用是将束纤维分梳成单纤维,排除杂质,将梳理后的纤维顺利转移到纺杯。
分梳辊转速过低时,影响纤维的正常分梳,束纤维得不到充分梳理,进入纺杯后,易产生粗节、棉结;转速过高时,同样也会增加粗节、棉结。
我们对OK74型分梳辊在不同转速时与
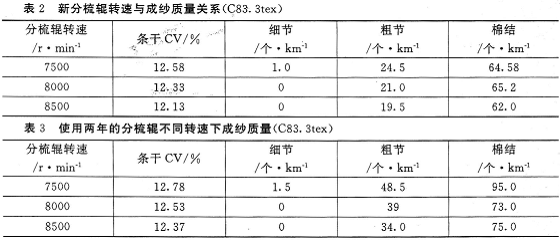
从表2、表3中可见,无论新、旧OK74型分梳辊,转速在8000r/min时,成纱质量与8500r/min时处于同一水平,对纺纯棉来讲,8000r/min是最佳转速。
3.3棉条定量
在棉条质量的一定的情况下,由于引纱速度快、产量高,棉条定量不宜太小,粗号纱应在4500tex~5000tex之间,以减轻值车工的劳动强度,细号纱可以稍小,以C58.3tex试验,定量太小或太大,质量均较差,见表4。
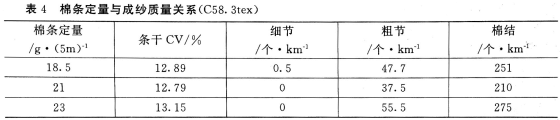
棉条定量应结合纺纱号数和棉条质量综合设定。
3.4捻度
捻度的设计应根据用户的要求、纤维的物理特性、纱线的用途、强力及阻捻盘的加捻效果等选择。纤维,长度长,捻度可偏小,强力要求高,捻度可偏大。我公司实测捻度范围如下:C83.3tex(经纱)445捻/m;c58.3tex(经纱)525捻/m;C29tex(针织纱)636捻/m。
3.5张力牵伸
张力牵伸应根据纺纱品种和筒纱的硬度、外观、卷绕与牵引罗拉间的断头率综合设定。纱线号数变化大,应改变张力牵伸;在不同的原料纺制同一号数的纱线时,也应加以考虑。纱号小,张力牵伸小,纱号粗,张力牵伸大。张力牵伸一般掌握在O.956倍~0.938倍之间。
3.6接头工艺
BT903型转杯纺纱机的接头长度大约等于纺杯的周长。接头工艺调整合理与否直接影响接头质量和接头的成功率,是工艺调节中非常重要的参数,该参数只与纺纱号数和引纱速度有关。
接头工艺包括4个参数:Spinn—inperiod,Maindelivery,Yarntorotor,StoppedBowing。即接头过程时间、喂棉时间、纱线进入纺杯时间、纤维进入纺杯时间。
3.6.1接头过程时间S
接头过程的时间是指纺纱
3.6.2喂棉时间M
应根据纺纱号数进行调节,其调节范围为10ms~2500ms。见表5。

时间越长,棉条喂入时,分梳到排杂管的纤维量越多,该参数一般偏大掌握,以避免纺杯的纤维量过多,造成接头粗节。
3.6.3纱线进入纺杯时间Y
是指纱尾进入和滞留在纺杯内的时间,它与引纱速度有关,根据下述公式进行初步计算:
M=![]()
式中:
M——计算时间;
Z——常数(1.2~1.5),纯棉一般取1.2;
D——纺杯直径;
Vo——引纱速度(m/min)。
以D=40mm为例:
M=1.2×3.14×40×60/Vo=9043.2/Vo
根据引纱速度的不同,初步选定计算的时间,此数值越大,纱尾滞留在纺杯的时间越长,纱线抱合越紧密,接头处的捻度越易达到设计的捻度,为了得到正常纱线的捻度,纱尾必须在纤维喂入纺杯的同时进入纺杯。
但是,纺杯内纱线加捻过程的实际时间短于输入的时间,纤维的滑移影响加捻效果。纤维的滑移与纱尾的长度、纺杯凝聚槽的形式、纺杯转速与纺杯直径的比率等有关。如果纺杯转速低于70000r/min时,纱尾的离心力减小,会导致加捻效率降低,所以,必须延长根据公式计算的时间M,同时注意观察接头强力和接头成功率。
3.6.4纤维进入纺杯时间B
传统理论认为:纤维进入纺杯时间B应等于纱线进入纺杯的时间Y,但是,考虑到纱线进入纺杯的时间受纤维滑移的影响,现在新的理论为B<Y,以得到高质量的接头。
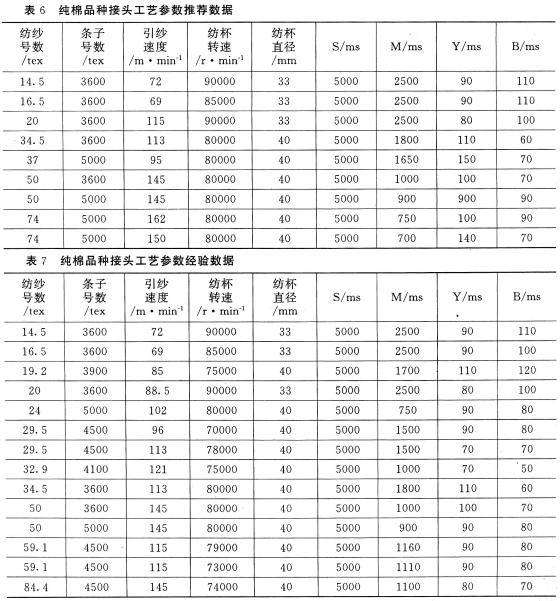
理想的接头要求接头强力高、
接头工艺参数调节非常重要,应根据纱的种类和用户要求进行探索。一般纯棉品种可按表6、表7选择,再根据实际适当调整。
3.7电清工艺
BT903型转杯纺纱机的电清为IQclear型,采用光电原理,不受纤维种类、纱线的纯纺或混纺和车间温湿度等因素的影响。
IQ电子清纱器共10个清纱通道和1个接头质量检测通道。S1~S6为粗节通道,T1、T2为细节通道,C为长片段不均(错支)通道。Mo为规律性纱疵通道,主要为纺杯积杂造成的波长等于纺杯周长的规律性疵点。一般不需要调节,只要将纱疵直径输入即可。
各种纱疵范围见表8。

清纱参数的选择,由用户根据产品质量的要求进行设定,一般可参考表9、表10。

根据上述参数,对C58.3tex的纱疵种类进行统计(391h),结果见表11。

由表11可见,Jp、Tl、S1、S5、S6类疵点为最多。
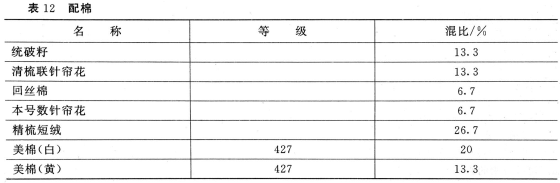
4配棉(见表12)
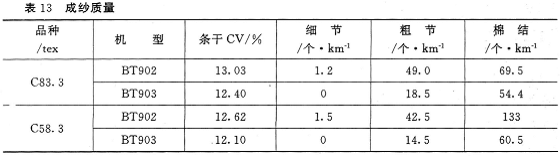
5成纱质量(见表13)
6结语
6.1BT903型转杯纺纱机比BT902型转杯纺纱机改进较多,性能更优越,质量更稳定。
6.2BT903型转杯纺纱机是适合中国国情的经济型转杯纺纱机。价格便宜,质量稳定,尤其适合技术改造,在纺制粗号纱时,效益尤为明显。在生产中,应结合设备的特点、原料、棉纱的用途、客户的要求等选择合理的工艺参数,以达到优质、高产、降低
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


