FA621型转杯纺纱机纺制低捻起绒纱的实践
李宁
(川江机械制造有限公司)
0前言
涤棉混纺纱具有手感好、强力高及断裂伸长好等优点,许多厂家均作为其主要产品。转杯纺涤棉纱,主要是吸收环锭纺的回花、回条及清梳中一些下脚,再加上部分低级棉。转杯纱强力比环锭纱低,且转杯纺纺涤棉原料时,涤纶化纤容易产生静电,缠绕分梳辊,所以,转杯纺涤棉纱难度较大,而纺低捻起绒纱难度则更大。
在FA621型中频转杯纺纱机上,采用特殊的纺纱器配置及采取一定的工艺措施试纺涤棉低捻纱,取得很好的效果。现将T/C50/5058.7tex转杯纱生产实践总结如下,以供参考。
1原料及工艺措施
1.1原料配置
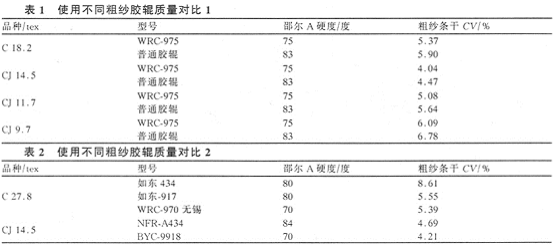
在整个原料配置中,采用涤50%,棉50%的配比。其中涤纶的规格见表1。棉纤的配比情况见表2。
1.2工艺流程
采用并条混和,具体工艺流程如下:
涤(T):A002型圆盘抓棉机一A305型混开棉机一A036C型豪猪式开棉机一A092C型双棉箱给棉机一A076C型单打手成卷机一A186C型梳棉机
棉(C):A()02型圆盘抓棉机一A305型混开棉机(配有气流除杂)一A036C型豪猪式开棉机一A092C型双棉箱给棉机一A076C型单打手成卷机一A186C型梳棉机
涤生条、棉生条:FA305C型并条机(混一并)一FA305C型型并条机(混二并)一FA621B型中频转杯纺纱机一1332M型络筒机(配QS一8型电子清纱器)
1.3工艺措施
1.3.1清梳
T/C50/5058.7texOE纱捻度较低,要求纱线起绒,纱线强力较低,因此在清棉工序中均贯彻“勤抓少梳、多松少打”的原则。棉纤尽量在清棉工艺中多落大杂,少伤纤维。
在梳棉工艺中降低道夫速度和生条定量,以加强分梳

1.3.2并条
由于涤长配及棉生条短绒较多,因此在保证清梳半制品质量的前提下,在并条机上放大后区隔距及后区牵伸倍数,并减轻条重,以利于牵伸。并条质量检测结果见表4。

2转杯纺纺纱器配置及工艺参数
2.1纺纱器配置
根据用户要求,T/C50/5058.7tex0E纱捻度较低,纱线要求起绒,所以我们在纺纱器配置时,采用S型(φ48mm)纺杯,OK61型分梳辊及八槽金属假捻盘的配置,为降低断头率和提高成纱质量,我们采用低捻装置。低捻装置原理简介参见图1。
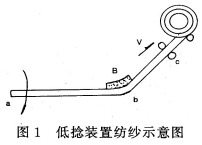
根据统计分析,转杯纺纱过程中断头主要在成纱形成过程一段,即80%~90%的断头在转杯口至引纱管部位(ab段)。
正常纺纱时,纱线捻度由ab段直接传递到bc段,纱线ac段平均捻度为:T=![]()
在引纱管b处增加一阻捻器B,生头时,纱线ab段捻度增加,由于b处阻捻器B的作用,捻度并没有直接从ab段传递到bc段,而是bc段捻度减少,即ab段捻度高于bc段捻度。此时,ab段捻度Tab=T+△T。
在纺纱时,尤其纺捻度要求较低的纱线,由于阻捻器B的作用,增加了ab段捻度,提高ab段纱的强度,从而使生头成功率提高,降低纱线的断头率。
根据不同纱线质量要求,我们对B分别设计成光面型和不同角度螺旋槽型,从而满足用户的各种要求。
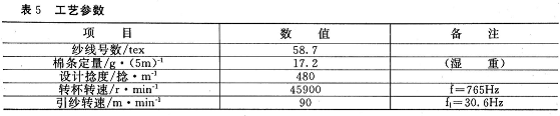
2.2工艺参数(见表5)

2.3成纱检测
T/C50/5058.7texoE纱成纱质量检测结果见表6。

2.4纱线断头统计
通过对该机正常纺纱两小时的统计,其断头情况见表7。

根据成纱质量及断头情况,T/C50/5058.7texOE在FA621B型转杯纺纱机上试纺效果很好,其成纱质量好,且速度高、效益高,是转杯
3经济效益分析
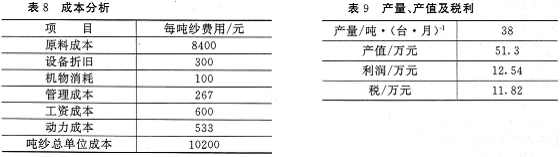
按当时市场计价,该厂所购涤小化纤单价为7800元/吨,所购原棉623单价为11000元/吨,再加上环锭纺所产生的回条、回花及部分下脚,综合折算原料成本价为10200元/吨左右,T/C50/5058.7texOE纱现市场售价为1.3万元/吨,单台机每天产量1.3吨左右,四台车同时生产该产品,效益极其可观,成本分析见表8。利润情况见表9。
4结论
(1)T/C50/5058.7texOE纱在FA621B型转杯纺纱机上试纺取得了成功,为用户成功开发了一个新产品。
(2)FA621B型转杯纺纱机在原料较差的情况下,能纺出较高质量的纱,且断头较少,取得了较好的经济效益。
(3)FA621B型转杯纺纱机速度高、卷装大、成纱质量优良。该机取消传统龙带,而是采用单锭单电机、驱动转杯,动气浮轴承支承,使用维护极其方便。该机适用范围较宽,为用户提供了广阔的选择天地。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


