低捻腈纶转杯纱的生产实践
全勤李树勇
(河南豫北纺织有限责任公司)
我分厂使用德国RU-4604型转杯纺纱机生产的低捻腈纶OE纱,其结构蓬松、条干均匀,用于针织起绒织物其绒面丰满、厚实、绒毛丰富。但由于腈纶纤维蓬松、吸湿性差,在生产过程中易产生静电、可纺性能比棉纤维差。我们通过合理选配生产工艺、调整车间温湿度等措施,顺利纺出用户认可的低捻腈纶98.4texOE纱。
1工艺流程(以设备型号表示)
FA002→A035AS→A036BS→A092AS→A076E→FA201→A272F→RU→4604
2各工序生产过程中所采取的措施
2.1清棉工序
由于腈纶原料中含杂很少,故清棉工序采用“多松少打、多梳少落、薄喂轻打”的工艺原则。
根据腈纶纤维吸湿性差、易产生静电等特点,适当提高储棉间和清棉车间的相对湿度,一般控制在70%~75%左右。当腈纶原料回潮低于1.8%时,采取在圆盘中喷水雾的办法来提高原料的回潮率,降低纤维电阻,改善其导电性能。我们在试纺阶段,一度采用喷抗静电剂的方法来改善纤维的导电性能,但使用一段后转杯中易积聚一层薄粘物质,不利纤维在凝聚槽中的并合与凝聚,且成本也相对增加。故我们试喷水雾,发现效果也较理想。实际上只要适当提高原料的回潮和车间的相对湿度,一般不用喷水雾就能正常生产。
为了减轻打手对纤维的损伤,提高梳理程度。我们跳过A035AS型机的小豪猪,并将A036BS型机豪猪的刀片打手改为梳针打手,减少打击和提高梳理程度。
将棉卷宽度从980mm减为880mm,适当增大成卷机紧压罗拉和棉卷加压制动器的压力,防止棉卷烂边和层粘现象。试纺时一度曾使用加装绕腈纶粗纱
2.2梳棉工序
针对转杯纺对梳棉的工艺要求,尽可能将杂乱的纤维梳理成单纤维状态,并尽量减少因纤维转移不良损伤纤维和造成棉结增加。锡林与刺辊表面速比为2.O,锡林转速为330r/min,减少纤维的损伤,增强纤维自刺辊向锡林的转移。严格核准锡林与道夫之间的隔距,并将盖板隔距调为O.25mm,O.23mm,O.23mm,O.23mm,O.25mm。
由于腈纶棉条蓬松粗大,易堵塞圈条盘输棉通道。试纺时将圈条盘“s”输棉通道改为直管输棉通道,但棉条成形不良且需要增加圈条盘的储量,不利棉条质量和降低成本。故我们适当减轻生条定量(干重18.072g/5m),大小喇叭口直径减为5mm和3mm,并适当加快圈条盘的转速,使棉条易通过圈条盘的“S”输棉通道。采取上述措施后效果较为理想,但换桶后挡车工需要用手将棉条顶在囤条盘面上,以增大棉条从圈条盘“S”输棉通道出来的拉力,使棉条顺利通过圈条盘的“S”输棉通道,一般只需顶半分钟左右即可。
为便于剥取棉网顺利成条,我们加装了胶圈导棉装置。并适当提高梳棉车间的相对湿度(一般在75%以上),减少导棉圈上静电的产生,以利于棉网的顺利输送。
2.3并条工序
并条工序采用头、末道并合工艺流程,头道为六并合,末道为八并合。为使腈纶纤维经并条工序后充分伸直平行,隔距采用22.5mm×13mm×17mm,同时采取较大的后区牵伸,头道并条为1.797倍,末道并条为1.438倍。
为了防止棉条堵塞圈条盘输棉通道,将棉条定量适当减轻为:半熟条干重为17.785g/5m;熟条干
腈纶在并条工序易缠绕胶辊,增加生产难度。故并条车间的相对湿度不能太高,一般控制在70%左右。定时更换胶辊,将换下的胶辊用中性洗衣粉水清洗后再用清水洗净晾干,可解决缠绕胶辊的现象。
2.4转杯纺工序
此工序主要应解决千锭时断头数高、挡车工接头困难、筒子成形不良等问题。
根据用户对成纱捻度的要求,我们所纺低捻腈纶98.4texOE纱的实测捻度控制在280捻/m以下。由于捻度低,出纱速度和卷绕速度较高,挡车工接头困难且筒子架震动很大。首先将转杯速度降到35000r/min,并将直径48mm的转杯更换成直径65mm的转杯,解决了挡车工接头难的问题,并且改善了成纱质量。
在解决千锭时断头数较高的问题时,我们对Ks型螺旋假捻盘和KN4型刻槽假捻盘进行了对比试纺。认为用KS型螺旋假捻盘比用KN4型刻槽假捻盘较容易接头,但千锭时断头数没有用KN4型刻槽假捻盘低。
分梳辊采用S21DN型纺化纤用分梳辊,转速调到7000r/min,对成纱条干CV值、粗细节和棉结指标都有利。
筒子成形不良主要是因为卷绕速度太高,造成筒子架震动所致。我们将筒子架下的缓冲器拆下重新进行维修,用自制的尼龙骨架和牛皮将原缓冲器中的摩擦环(使用时间长后已基本失效)更换,增加缓冲器的缓冲能力,解决了筒子震动造成的成形不良。
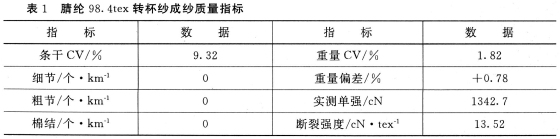
3主要成纱指标(见表1)
4结语
在纺制此类腈纶纱时,我们认为主要应控制好原料回潮,如果回潮在1.8%以上,基本不用喷水雾就能正常生产。而车间内部的相对湿度应偏高掌握,一般在75%左右为好。如果喷防静电剂,则在清棉、梳棉和并条工序纺纱情
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


