用好F16O3型转杯纺纱机的几点体会
何耀涛
(湖北津汇股份有限公司)
我公司购置了4台F1603型转杯纺纱机,经过一年多来的生产实践,已经初步掌握了该设备的性能,并结合我厂的具体实际,制定出了一套较为系统的、切实可行的设备维修、质量分析、产品设计和技术改造的方法和制度,先后成功纺制了纯棉83tex、58tex、36tex、29tex、T/C58tex、T/R58tex、T58tex、R58tex等多个品种,各项质量指标均达到乌斯特97公报25%的水平(部分指标达到5%的水平)。一年多来,设备运转正常,产品质量稳定,实施了数项技改,成本消耗得到有效控制,现转杯纺纱已经成了我公司一个重要的经济增长点。
1加强设备维修、建立合理的设备维修体制
1.1强化设备的周期管理
我们根据F1603型转杯纺纱机的性能,并结合我厂的具体实际,在设备维修体制了实行了平、揩、检三位一体,保全、保养兼管的组织形式,建立了三年一大平,9个月一小平,揩车根据品种的质量要求,季节变化以及原棉含杂等条件来调整周期,一般为每月3次~4次。
1.2做好设备的专件维修工作
纺纱器是转杯纺的心脏,纺纱器的技术状态直接影响到成纱的质量、断头和生产效率。由此,我们设立了纺纱器专件保全组,由平修队员兼任,纺纱器平车工作与主机平车分开,每半年一次,这样一方面有利于提高纺纱器的平修质量,另一方面可缩短平车停台时间,纺纱器专件保全组除了负责纺纱器平车工作外,还对纺杯、分梳辊、假捻盘及隔离盘等结合件进行检修,剔除损坏、报废件,并对新制.f牛进行质量检测、分类、组合、压配、加油及校正平衡等工作。
1.3搞好状态维修工作
F1603型转杯纺纱机由于在钢材材质、加工后处理等方面与国外有一定的差距,所以对筒子架、胶辊、纺纱器以及纺纱器内的小电器等进行日常
2加强技术改造
由于F1603型转杯纺纱机是FA601的系列机型,但较FA601型转杯纺纱机在整机机架、纺纱卷绕、传输装置以及主机的传动部分都有很大的改进,特别是采用了目前比较先进的可编程电子技术,使得它能够在整体的结构设计上基本能与国外的同类型机器同步,但由于该机型的定型时间比较短,在一些局部的设计和制造上难免有一些欠缺之处。我们根据生产实际逐步进行了改进,取得了较好的效果。
2.1卷绕胶圈的改进
由于随机配用的胶圈弹性过大,材料较差,在纺纱的过程中容易老化,胶落、断裂,致使筒纱成形受到很大影响,所购胶圈配件也不便于安装。所以我们对卷绕罗拉上的一对胶圈进行了改进:用1mm厚的丁腈胶圈,然后用801软胶将胶圈粘在卷绕罗拉两侧的凹槽处即可。经过改进后的胶圈,不会出现脱落和断裂现象,保证了筒纱成形。
2.2传输带装置的改进
F1603型转杯纺纱机的筒纱传输带在运纱的过程中经常跑偏,传输带易与边条相摩擦,致使传输带运行打顿,甚至出现卡死现象,极易烧毁电机。我们在传输带车尾出口处两边各倾斜加装了一个滚动导轮,导轮与传输带的工作面成45。接触,导轮的座子安装在两边的墙板上。利用导轮的倾斜角度来自动调整对传输带的作用力,使得传输带不会出现跑偏,卡死现象。另外我们还在车尾的罩壳上加装了一只清洁毛刷,用作对传输带上的飞花进行清扫,避免飞花带入到传输带的底层,卡死传输带。
2.3筒子架部件的改进
F1603型转杯纺纱机的筒子架结合件左右平筒盘外的轴承采用的是60018半封闭轴承,在使用中,特别是在生头时发现纱线经常走进轴承里去,容易造成轴承卡死,致使左右平筒盘磨损,一方面影响筒纱成形,另一方面增加了配件的消耗。我们改用80018双封闭轴承后,杜绝了此类现象的发生。另外,针对平筒左盘处的M5×8螺钉容易走出,平筒左盘经常脱落的现象,重新订做平筒左盘,将M5的螺孔改成左旋,选用M5×8的左旋螺钉相配,很好地解决了一这问题。
2.4集杂箱的改进
F1603型转杯纺纱机采用车尾风机单独集尘方式。该设备集杂箱制造工艺、精度比较粗糙,存在着封闭不良,操作不便,尼龙网易磨损、挂破,以及纺纱器着火后尼龙网易烧坏这些弊端。经常发生由于尘杂直接被吸附到总风机滤网上,使得吸杂风量减少,风压降低纺杯内尘杂较多,断头增加,纺纱困难,影响纱线条干,甚至出现较严重的粗、细节等。我们对原集杂箱进行了改进,采用25”角钢,80目/25.4mm不锈钢滤网,制成新的集杂箱,收到了较好的效果。
3优化工艺配置
转杯纺纱的关键在于气流的大小。F1603型转杯纺纱机是自排风式,所以气流的通道一定要光洁,确保气流通畅。特别在纺制粗号、低捻以及化纤纱时,纺杯内排气孔易堵塞,造成工艺排风的负压降低,直接影响到成纱质量。工艺排风孔外负压值应保持在300Pa~350Pa,极限值不小于150Pa,由于F1603型转杯纺纱机锭距较FA601型转杯纺纱机加大,机器全长较长,故排风设计时应考虑系统漏风,管道局部可能会产生沉淀等因素,配置风机应比机器所要求的风量增加20%~30%。
充分地分解棉条中的纤维,除掉棉条中的杂质,是纺好转杯纱、降低断头的保证。分梳辊型号和速度的选择与原棉含杂、纤维的性质、棉条定量、纺杯速度选择和型号配备等有着
通过对原棉回潮、含杂,熟条的定量,纺杯、分梳辊的不同选型和速度,各种假捻盘的假捻效应,隔离盘的角度,转杯纱的捻系数,给棉板与胶辊的压力等工艺参数对成纱质量的影响做了大量的工艺实践和研究后认为合理的工艺选择是纺出较高质量转杯纱的关键,只有这样才能发挥出F1603型转杯纺纱机的最大优势。
4加大新产品的开发力度
由于F1603型转杯纺纱机适纺性强,加七该机采用了变频调整、同步带传动及PC机控制等,在进行品种翻改或工艺试纺时较为方便、简单,这为我们开发更多的新品种提供了很大的便利。在市场竞争日益激烈的形势下,应开发出更新颖,具有更高附加值的转杯纱。我们通过在纺杯凝棉槽中设置一点或数点阻尼点和周期性地改变给棉速度,试制出了20mm~30mm的竹节纱以及星花纱,现正在研究试制转杯纺氨纶包芯纱。
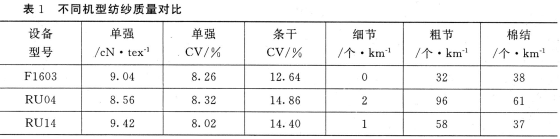
在转杯纱新产品的开发上,我们彻底地摒弃以往转杯纺只能纺制低级纱,转杯纱只能用来织一些厚重织物的观念,在纺制了纯棉83tex、58tex、36t.ex纱后,我们将产品的开发方向定在细号、非棉类产品的开发上,先后试制生产出T58tex、T36tex、T/C58tex、T/R58tex、R58tex、C29t:ex等品种,各项质量指标均达到乌斯特97公报25%~50%的水平。表1是同一熟条在不同机型转杯纺纱机上纺制C58tex纱的质量对比。
5结语
虽然F1603型转杯纺纱机在设备的稳定性、可靠性以及某些局部设计上与进口设备还有一定的差距
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


