转杯纺纱疵种类探讨分析
熊伟张冶李荣
(新疆尉犁棉麻纺织厂)(新疆大学)(新疆罗布淖尔纺织集团科技开发部)
0引言
在纺织业内人士心目中,一般认为转杯纺不是用来生产高档纱的设备。而是以破籽、盖板花、精梳落棉和低棉级棉花为原料,以生产粗号纱为主。产品主要供生产棉包包布和牛仔布使用,其纱疵数量的多少、大小一般不为人们所看重。随着纺纱技术的不断发展,提高转杯纺产品质量已成为国际国内转杯纺技术交流会探讨的焦点和热点。转杯纺纱的纱疵影响转杯纺纱的质量及后道工序织物的好坏,所以对于转杯纺纱疵种类的研究,有利于转杯纺在织物上的合理利用,更有利于将原料进行区分,以生产不同用途的转杯纺纱。
1转杯纺纱疵种类的划分
1.1根据纱疵出现的几率分类
从纱疵出现的几率来分,转杯纺纱疵可分为常发性纱疵和偶发性纱疵。常发性纱疵一般分为棉结、短粗节和短细节,该类纱疵通常是由于原料的长度整齐度差、粗细不匀、棉结、叶屑、棉籽表皮、带纤维籽屑等原料因素在纺纱过程中产生。常发性纱疵短而小,小而多,一般对后工序加工和织物的影响不大,通常不易清除干净,但对于高档织物常发性纱疵的数量必须控制。偶发性纱疵一般都表现为长粗、长细,该类纱疵通常是由于生产管理不善、操作不良、工艺设计不合理所造成。该类纱疵大而少,但对后工序和织物质量影响显著,所以必须清除。
1.1.1常发性纱疵和偶发性纱疵与纱线横截面变化的几率分布规律
纯棉纱的横截面变化与10万米线纱长度的累积频率见图1。
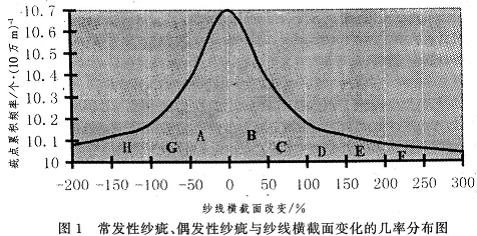
纱纱截面的变化直接影响棉纱纱疵出现频率。从A、B、C、D、E、F、G、H八个区域的划分来分析常发性纱疵和偶发性纱疵与纱横截面变化规律如下:
(1)从乌斯特条干仪细节(一50%)和粗节(+50%)的划分标准来看,根据纺纱的经验和纤维拜氏图可以认定A、B区域一般是正
(2)根据纱线截面积变化的规律,从纱线截面变化图可以得知:常发性纱疵产生于C、D、G区,在这三个区域内所产生的纱疵通常是棉结、小而短的粗节、小的细节。偶发性纱疵多发生在E、F、H区域。这是由于纱线横截面变化大,呈成倍增加,这是产生长粗长细的主要原因。
1.1.2常发性纱疵和偶发性纱疵与10万米纱疵图的关系
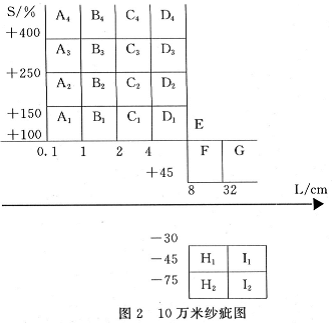
10万米纱疵图见图2。一般的常发性纱疵在10万米纱疵图上,主要表现在A1、A2、A3、B1、B2、B3、C1、C2、C3、D1、D2、H1、H2区域,偶发性纱疵在该图上一般出现在A3、A4、B3、B4、C3、C4、D2、D3、D4、E、F、G、H2、I1、I2区域,虽然常发性纱疵和偶发性纱疵都在A3、B3、C3、D2、F、H2区域出现,这是因为这些区域内的纱疵处于小纱疵和大长纱疵的临界区,常发性纱疵和偶发性纱疵均有在这些区域随机分布出现的可能。
1.2根据纱疵的性质及危害性分类
转杯纺纱疵受原料质量、设备、工艺、生产管理的影响,而且这些纱疵对织物的影响又不同。原料产生的纱疵对织物的危害性较小,而设备、工艺、生产管理产生的纱疵对织物的危害性较大。根据纱疵的性质和对织物的危害性轻重,可以将转杯纺纱疵划分为原料纱疵、牵伸纱疵和有害纱疵三大类。原料纱疵是由于原棉质量、原棉混配所造成的,原料的长度、细度、整齐度、短绒率、棉结、杂质、索丝、僵片、带纤维籽屑等物理指标是决定原棉质量的关键。牵伸纱疵是由于在生产过程中设备状态不良,梳棉机、并条机、转杯纺纱机的罗拉隔距、前后区牵伸倍数的配置不恰当而造成的。有害纱疵一般是由于操作不良、通道、转杯清洁不干净而形成的,而且在清棉、梳棉、并条和转杯纺纱上都有产生的可能,而在转杯纺纱机上产生的几率最大。三种纱疵对后工序的加工和对织物的危
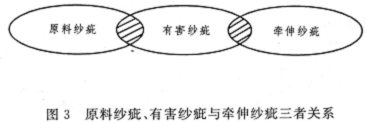
三者之间的关系从图3反映出来:有害纱疵中既有原料纱疵又有牵伸纱疵;原料纱疵里虽然存在有害纱疵,但数量较少;牵伸纱疵里存在有害纱疵,而且分布的数量较多。所以,在转杯纺过程中减少有害纱疵和牵伸纱疵是保证成纱质量的关键。
通常所指的原料纱疵在纱疵图上表现为短小纱疵。有害纱疵表现为粗大、细长纱疵,牵伸纱疵表现为粗细、长纱疵。原料纱疵相当部分与我们说的常发性纱疵类同,偶发性纱疵大部分与有害性纱疵和牵伸纱疵近似。在二十三级纱疵图上,上述三类纱疵包括的级类如下:
(1)原料纱疵分布区域为:A1、A2、A3、B1、B2、B3、C1、C2、C3、D1、D2、F、H1。
(2)牵伸纱疵分布区域为:c4、D3、D4、E、G、H2、I1、I2。
(3)有害纱疵分布区域为:A3、A4、B3、B4、C3、C4、D2、D3、D4、E、G、H2、I1、I2。
所以转杯纺纱疵种类的正确划分,有利于转杯纺纱在生产过程中控制原料的选用、工艺配置、设备的维护保养,操作管理的改进等,对我们分析生产条件提供了正确的指导,有利于查找纱疵产生的原因、对象与位置,对提高成纱质量和改善布面效果奠定了基础。
1.3从转杯纺的外观目测来分类
该类纱疵一般分为:铝灰纱疵,油污纱疵和竹节纱疵。通常这些纱疵只有在转杯纱织成之后,才容易被人们所发现。该类纱疵的危害对织物的影响也很重,甚至可以导致布面降等降级,该类纱疵既不是由于原料和混棉不当而产生,也不是由于设备保养不当所产生,它是由于生产管理不当和设备本身部件的质量所致。油污纱疵通常由操作管理和设备管理不当造成,主要表现为设
1.4根据织物染色性能划分转杯纱纱疵种类
在转杯纺纱过程中或转杯纺产品的检验过程中,该类规律性纱疵只是出现在某一个锭位或某一段纱线长度内,或者是有规律长片段纱疵,甚至还有由于纱线在生产过程中加捻不匀产生的纱疵,它们只有通过织布染色后才能表现于表面。这些纱疵的种类一般有棉球、白星、染色不匀、横档长粗节等。棉球、白星等纱疵的产生主要是由于转杯纺纱棉结杂质过多,飞花严重,通道不干净所引起的。白星来源于原棉的棉结较多或梳棉机的分梳不良;棉球是由于纱线通道不光洁,纱线较毛,毛羽多,或飞花严重,大而松散棉结是在针织或机织过程中摩擦而产生的。通道的不光洁主要表现于转杯纺分梳迟钝,转杯杯壁毛糙,另一方面是由于飞花较大,附着于纱线内产生。染色不匀在布面上表现为深浅不一,在光下透明程度不同,它主要是由于并条机和转杯纺纱机牵伸不良,转杯纺分梳辊卡花,转杯纺转杯毛糙挂花和积花所造的;横档疵点一方面是由于阻捻头部分堵塞或者不统一产生的捻度不匀造成的,另一方面是长细节纱产生的,还有一个方面是由于配棉成分颜色差异较大或混配棉接替时颜色差异较大造成的。这几种纱疵在染色过程中都会出现色泽不匀,所以产生了横档疵点。长粗节是由于车间飞花、通道挂花、转杯内积花及分梳辊卡花所造成的,染色纱疵在10万米纱疵图内的主要表现区域如下:
(1)棉球纱疵所处区域:A4、B4、C3、C4。
(2)白星纱疵所处区域:A1、A2、A3、B1、B2、B3、C1、C2。
(3)横档纱疵所处区域:H2、I1、I2。
(4)染色不匀纱疵所处区域:C1、C2、D1、
(5)长粗节纱疵所处区域:D2、D3、D4、E、G。
2转杯纺纱疵与工艺流程之间的关系
转杯纺纱疵数量、种类的多少不仅与原料、混配棉和设备状况关系密切,而且还与工艺流程的长短密切相关。生产实践告诉我们,当转杯纺纱的原料为100%原棉配棉或者60%以上的原棉为主体的配棉时,工艺流程的长短对纺纱纱疵的影响很小;但是当配棉的主体原料小于50%时,其工艺流程长短对转杯纺纱疵的影响较为明显。这是由于纤维长短不一,在运动过程中伸直平行不一致所产生的。以下用两种工艺流程、两种配棉来进行纺纱分析。
工艺流程:
(1)清花→梳棉→头并→二并→转杯纺;
(2)清花→梳棉→并条→转杯纺;
配棉状况:
(1)原棉/落棉:85/15
(2)原棉/落棉/盖板花/破籽:30/40/25/5
配棉(1)采用(1)、(2)种工艺流程的成纱纱疵情况分别见图4、图5。
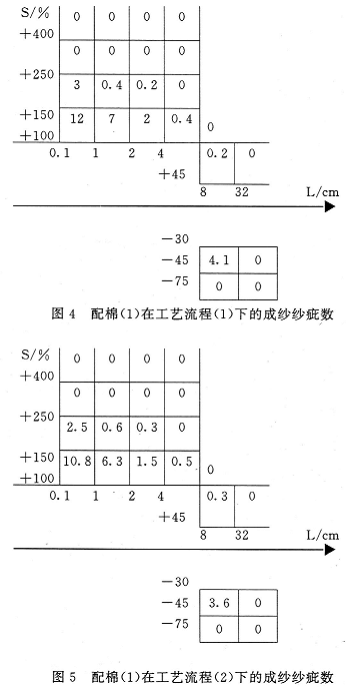
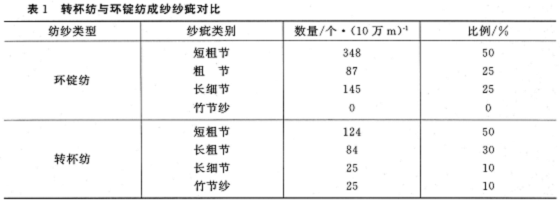
采用以上两种工艺流程纺制转杯纱10万米纱疵反映,第(1)种配棉纺纱其纱疵不受工艺流程的影响。第(2)种配棉采用(1)、(2)两种工艺流程的纺纱纱疵情况分别见图6、图7。
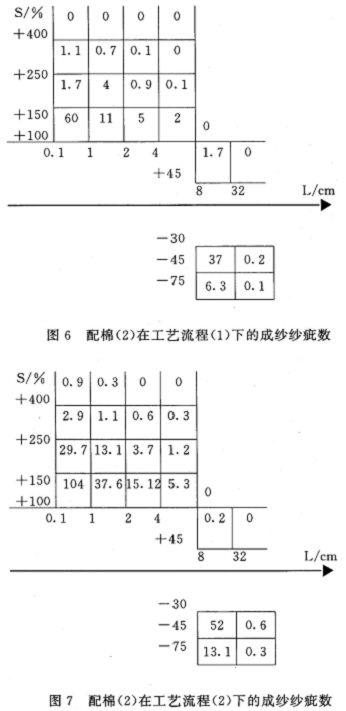
图6、图7所示的纱疵分布表明,在原棉配棉较差的条件下,工艺流程越短,转杯纺纱产生的纱疵越多。
3转杯纺与环锭纺纱疵的比较分析
转杯纺与环锭纺的成纱原理不同,在使用相同条件的配棉状况下,环锭纱的纱疵较转杯纱的纱疵数量要多,而且有害纱疵也多。
利用相同的配棉成分,并条前工序采用完全相同的工艺流程、工艺参数以及同类设备进行转杯纺和环锭纺,其纱疵结果分别统一为四大类:短粗节、长粗节、长细节、竹节纱。其数量分布见表1。
由表1反映的纱疵数量我们可以清楚得出,在
4结语
(1)据纱疵出现的几率,可将转杯纺纱疵分为常发性纱疵和偶发性纱疵,常发性纱疵一般为正常纱疵,偶发性纱疵为有害纱疵。
(2)根据纱疵的性质及危害性,将转杯纺纱疵分为原料纱疵、牵伸纱疵和有害纱疵。有害纱疵和牵伸纱疵影响织物布面质量。
(3)根据转杯纱外观和其织物坯布外观将转杯纺纱疵分为铝灰纱疵油污纱疵和竹节纱疵。铝灰纱疵和油污纱疵影响坯布和漂白织物的质量。
(4)根据转杯纺纱织物的染色性能,可将转杯纺纱疵分为棉球、白星、染色不匀和横档。该四类纱疵对织物的影响都较大,在纺纱过程中应减少该类纱疵的产生。
(5)转杯纺纱纱疵数量在原料发生改变时,应该对转杯纺纱的工艺流程和工艺参数等作相应的改变,才有利于转杯纺纱疵数量的减少。
(6)转杯纺纱疵在同等配棉条件下比环锭纺纱疵数量少,但转杯纺竹节纱疵多于环锭纺纱。
(7)转杯纺纱既可生产细号棉纱,也可生产粗号棉纱,尤其是生产粗号棉纱较环锭纺先进、纱疵少、产量高,配棉要求低。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


