№8O2改造型喷气纺纱机纺T/CJl3tex纱的工艺技术探讨
杨雯静
(西北国棉一厂)
摘要:将N0802型喷气纺纱机牵伸部分由三罗拉双短胶圈牵伸改为四罗拉双短胶圈牵伸,以适纺细号纱。介绍了№802改造型喷气纺纱机的性能和工艺流程;对喷气纺纱机纺制T/CJ65/3513tex纱的关键工艺参数的优选作了分析;将喷气纱与环锭纱进行了质量对比,并分析了喷气纱的质量特征。
关键词:喷气纺纱机;牵伸;改造;细号纱;工艺参数;质量
0前言
喷气纺纱是通过压缩空气加捻成纱的高速精纺机,它突破了环锭纺纱必须锭子、钢领、钢丝圈加捻成纱的传统加捻方式,是一种新型的纺纱技术。
我厂在1990年前后引进了日本制造的NQ802型喷气纺纱机,并于1993年8月对N~802型喷气纺纱机进行了改造,将牵伸部分由原来的三罗拉双短胶圈牵伸改为四罗拉双短胶圈牵伸,在三罗拉后又加了一根四罗拉,三、四罗拉间的牵伸比固定为2,这样总的牵伸倍数在原来基础上增大了一倍,改造后的机型更适合纺细号纱。
1№802改造型喷气纺纱机的生产性能
(1)纺纱速度高,且稳定。输出速度为140m/min~200m/min,是环锭纺纱机的10倍以上,并且无论纱号大小、原料成分如何,具有纺纱速度不太变化的特点。
(2)牵伸倍数大。改造后的N0-802型纺纱机的牵伸倍数在10O倍~350倍之间,更适合纺细号纱。
(3)自动清除纱疵功能。喷气纺纱机的在线检测系统能及时发现和清除纺纱过程中所产生的纱疵,可省略络筒工序。
(4)直接棉条喂入,可省略粗纱工序,节约安装面积。
(5)卷绕筒装大。筒子最大容量可达4kg左右。
(6)打结机自动接结。
(7)落纱处理时间短,采用了带落筒换头的启动装置。
<(9)操作简单。操作人员只需修正红色信号和更换棉条筒。
(10)原料适纺性强。可纺涤棉混纺、纯涤纶及纯棉纱等,适纺纤维长度为38mm、5lmm以下。
2№802改造型喷气纺纱机工艺流程简图(见图1)
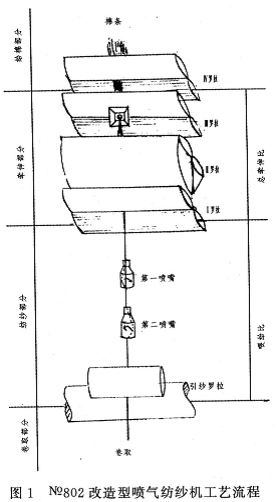
喷气纺纱机的工艺流程大致分为四部分:导条部分、牵伸部分、纺纱部分和卷取部分。一定定量的棉条,经导条架进入牵伸部分,在牵伸区经过设定的牵伸倍数,牵伸成规定定量须条,然后经过两只喷嘴高速气流的加捻而成纱,最后经卷取机构卷绕成一定重量的筒子供下工序使用。在纺纱过程中,涡流速度的高低是通过调节喷嘴压力来实现的。因此,喷嘴压力是喷气纺纱过程中的关键参数。
3№802改造型喷气纺纱机纺T/CJ65/3513tex的主要工艺参数
我厂先后在NQ802型改造型喷气纺纱机上生产过T/C14.5tex、T/CJ13tex、T19.7texD、T9.7texD。其中T/CJl3tex是为T/CJl3/13433/229供纬纱,为喷气织机织造。由于喷气织机的运行速度高,因而对原纱的质量要求也高,特别是对单纱强力的要求较高。而喷气纺纱恰恰在纺纱强力方面不如环锭纺纱。根据我们试纺来看,其强力要低于环锭纺纱的20%~30%6。但喷气纺纱的成纱毛羽远比环锭纺纱少,这一点又对喷气织机织造有利,为了不影响喷气织机的生产效率及坯布的撕裂强力,充分发挥喷气纺纱的优势,我们对影响单纱强力及单强cV的主要工艺参数进行多次试验,合理配置,以提高单纱强力,降低单强CV。根据金佩新、刘月芬编写的《喷气纺纱》,我们对牵伸部分采取了“紧隔距、重加压、零钳口、强控制”的工艺配置,取得了较好的效果。根据我们的经验,纺纱部分的工艺参数对成纱质量影响较大,因此我们仅对纺纱部分工艺进行分析。
3.1第一、第二喷嘴的压力N1、N2
根据双喷嘴喷气纺纱原理,第二喷嘴是给须条施以假捻,而第一喷嘴则是在前罗拉出口处形成一弱捻,区,以便分离出一定数量的头端自由纤维。当须条进入到退捻区强烈退捻时,头端自由纤维便以假捻的反方向包缠在纱条上,实现纺纱。因此,控制N1的大小,即可控制头端自由纤维的数量。N1大,第一喷嘴涡流速度高,头端自由纤维的数量就多,成纱的包缠纤维就多。同时,要求N2)N1,即第二喷嘴的气圈速度大于第一喷嘴的气圈速度,这样须条在进入到退捻区强烈退捻时,头端自由纤维才能很好地包缠在纱的表面,N2越大,头端自由纤维包缠越紧密,成纱质量越好,但当N2大于O.4MPa时,成纱质量就变化不大了,反而消耗压缩空气量大,造成浪费。
3.2前罗拉至第一喷嘴的距离
前罗拉至第一喷嘴间的距离是关系到喷气纺能否正常纺纱及成纱质量优劣的重要参数。这一距离过大,加捻器吸口轴向吸引力将会引起须条的断裂。但也不宜过小,否则影响头端自由纤维的产生,另外,断头时喷嘴被塞煞,易压坏前胶辊。一般情况下纺纱纤维长度短时,这一距离宜小。
3.3前罗拉与引纱罗拉间的牵伸(即喂给比)
喂给比的合理配置,对纱的结构、成纱强力均有明显影响。根据加捻原理,前罗拉与引纱罗拉间必须实现超喂(即V引/V前(1),使纱条在喷嘴内保持必要的松弛状态,以便形成稳定的多节气圈,有利于加捻、退捻及头端自由纤维的分离和包缠。超喂较小时(即V引/V前较大),纺纱段纱条的张力较大,纱条形成气圈的直径较小,气圈转速稍低,包缠纤维的捻回角较小,成纱光洁,成纱强力较好,因而V引/V前在O.97~O.98之间。
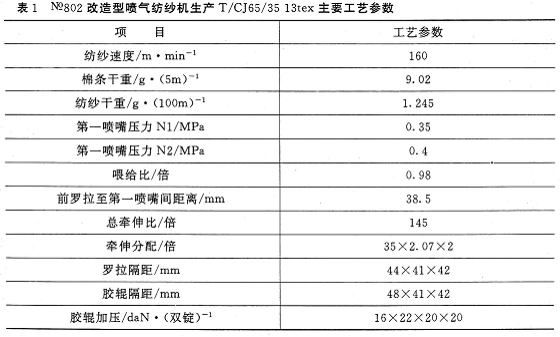
3.4喷气纺纱主要工艺参数
№802型喷气纺纱机生产T/CJ65/3513tex主要工艺参数,见表1。
4№802改造型纺T/CJ65/3513
经过一段时间的反复试验,N0802改造型纺T/CJ65/3513tex的成纱质量逐渐稳定。与环锭纺纱的成纱质量对比见表2。
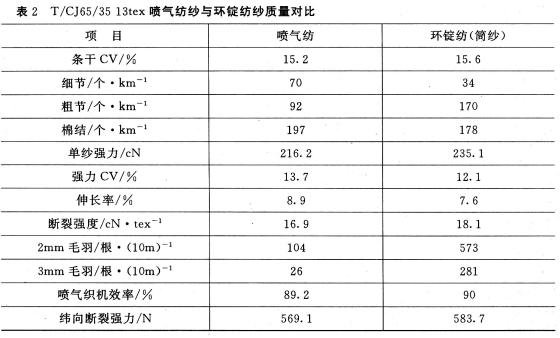
5喷气纱的质量特征
(1)喷气纱的强力较低,单强CV也稍大,但完全可以满足喷气织机的要求。
(2)喷气纱的成纱条干较环锭纱好,但细节稍多,可以加严清纱器对细节的清除。
(3)喷气纱由于在纺纱过程中与机件摩擦几率少,因而成纱毛羽比环锭纱少。
(4)由于喷气纱的纺纱原理,是头端自由纤维的包缠结构,因而纱的摩擦性能具有方向性,沿纱的行进方向的耐磨性远大于反向,因而其作为纬纱的优越性远大于作经纱。
参考文献
[1]金佩新,刘月芬.喷气纺纱.北京:北京纺织工业出版社.
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


