喷气纺花色纱的研制
屈超峰宋风海吴予群
(河南省焦作市纺织厂)(河南嵩岳集团有限责任公司)
摘要:叙述了喷气纺花色纱的成纱原理、成纱结构和形态,根据生产实践对有色长丝和纺纱工艺等有关方面提出了相应要求。
关键词:喷气纺纱;花色纱;原理;结构;形态;工艺
在“九五”压锭技改中,根据市场调研结果,焦作市棉纺织厂引进了五台日本村田公司生产的MJS802H型喷气纺纱机,正式投产后批量生产涤棉系列中高档针织用纱,产品质量高而稳定,取得了良好的经济效益。为了充分利用这一高新技术,根据喷气纺纱机的纺纱特点和优势,我们试纺了喷气纺花色纱新品种,以期进一步调整本厂产品结构、增加花色、提高档次和市场竞争能力,创造更高的经济效益。
喷气纺花色纱是一种特殊的色纱,主要用于装饰和时装的应用。它是在棉条牵伸过程中,在牵伸装置的任一牵伸区前喂入染色的色纱、粗纱条子或有色长丝,经并合、牵伸、加捻和卷绕而成。棉条的喂人部分经过牵伸装置后形成具有一定宽度的主体纱条,喂入的色丝经过牵伸装置后被规律性地拉断,依附在纱条上,在加捻器中被均匀地包缠在主体纱条外部,形成间断的显色效果,从而成为独特的喷气纺花色纱。它的配色可以根据喂入原料的粗细和颜色以及产品的用途和用户的要求进行科学的组合。
1生产过程和成纱原理
1.1工艺流程
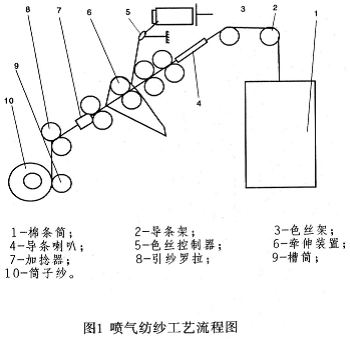
图1为喷气纺花色纱的工艺流程图。棉条从棉条筒内引出,经过导条架和导条喇叭后进入牵伸装置;色丝从色丝架上引出,经送丝控制器,由任一罗拉(前罗拉除外)处喂人牵伸装置。在牵伸过程中,棉条被抽长拉细,形成一定宽度的纱条;色丝被规律性地拉断,均匀地依附在纱条上,随纱条一起进入加捻器中加捻成纱,由引纱罗拉引出,经清纱器后直接卷绕成筒子纱。
1.2成纱原理
棉条经牵伸装置被拉伸到所需
2成纱结构和形态分析
2.1成纱结构
标准的喷气纱是由包缠纱和芯纱组成的所谓双重结构纱,内层是没有捻度(或捻度不易测定)的芯纱,外层是包缠在芯纱外部的包缠纤维。包缠纤维将向心的应力施加于芯纤维条上,给纱条必要的聚合力以承受外部应力。喷气纺花色纱的结构基本上近似于标准喷气纺纱,所不同的是外层的包缠纤维中多了一部分色丝,似粗节一样点缀其上,且有规律地均匀分布,但并不影响成纱条干和后道工序的使用。
花色纱的外包纤维可分为螺旋包缠、无规则包缠和平行无包缠三种,大都以螺旋包缠的形式包缠在纱芯纤维上。当纱线受张力伸长时,包缠纤维的内应力变大,纱芯的压力增加,纤维之间的摩擦抱合力增大,形
2.2包缠纤维的方向性
喷气纺的成纱原理决定其成纱特性。喷气纺花色纱外层的包缠纤维依靠纤维头端进行包缠,尾端仍在纱芯之内,所以成纱具有单向性。沿着成纱输出方向刮动时,纱的表面光滑,纱干基本无变化;反向刮动时,纱的表面出现棉结,纱干恶化。由于成纱结构方向性的特征,喷气纺纱在使用时必须定向使用。
2.3成纱形态
2.3.1花色纱种类
根据喂人有色原料的不同,喷气纺花色纱基本上可分为三种类型:(1)喂入染色的短纤维纱所制成;(2)用有色的化纤长丝,如粘胶、腈纶等喂人制成;(3)用染色的粗纱条子喂入所制成。由于喂入的原料不同,其纺制的工艺流程亦不同,三种不同种类的花色纱各具特色,本厂研制的花色纱以B种类型为主。
2.3.2色丝喂入部位
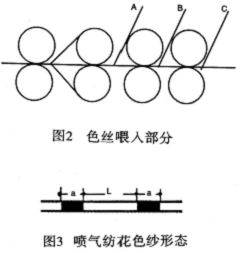
如图2所示,将低强有色长丝自A部位(或B、C部位)喂人牵伸装置,有色长丝被规律性地拉断,经加捻器加捻后,包缠在主体纱条上,形成独特的喷气纺花色纱。需要注意的是,有色长丝必须在主棉条的两旁部位喂人,如在中间部位喂入,则不能保证拉断的有色长丝准确地包缠在主体纱条的外部,有色长丝的显色效果会下降,纺出的花色纱颜色将会变浑。
2.3.3纱的形态
喷气纺花色纱的形态是指包缠在芯纱外部的色丝在喷气纱上的分布。如图3所示,被拉断的有色长丝象粗节(并非粗节)一样包缠在主体纱条上,色丝的分布因罗拉隔距和有色长丝喂入部位而有所不同,具有以下特点。
(1)色丝的长短a由罗拉隔距决定,隔距越大,色丝越长;
(2)色丝的间距L由于喂人部位A、B、C的不同而有变化,越接近前罗拉,间距L越短;
(3)色丝的百分比含量由喂入的有色长丝的粗细来决定,喂入的色丝越粗,色丝的百分比含量越大;
(4)喂入的有色长丝可以采
3成纱质量分析
喷气纺花色纱作为花式纱线的一种,成纱条干均匀,棉结杂质较少,单强和单强CV较好。和相同纱号标准喷气纱相比,单强和单强CV接近,条干CV和细节、粗节、棉结也无太大差别(见表1)。

4纺纱原料和纺纱工艺
4.1纺纱原料的选择
(1)有色长丝的拉断强力要小,也就是说,有色长丝要容易被拉断。否则,在牵伸的过程中,有色长丝不容易被拉断,造成喷嘴堵塞和损坏胶辊,影响纺制及成纱质量。通过试验,有色长丝的拉断强力低于250cN时,对胶辊不易造成损伤,纺纱质量较优。
(2)有色长丝的颜色可根据最终产品的需求和当前纺织品流行色彩的需要而定。
4.2纺纱工艺
纺纱工艺原则上根据所纺的原料、号数以及产品的用途,基本按标准喷气纺纱工艺设计。当纺花色纱时,还需注意有关工艺参数调整,以确保产品品种和产品质量。
4.2.1前纺工序
由于喂入熟条的质量直接影响成纱质量,涤纶和棉在清棉、梳棉工序要分开处理,为降低生条不匀率,便于准确地控制混纺比例,增加了涤预并工序。如果棉条中纤维伸直平行度差,将会使成纱不匀率增加,纱线强力下降,断头增多,纱线条干均匀度下降,所以要经过三道混并,以保证纤维充分伸直平行,使熟条乌斯特条干不匀率保持在3%以下。
4.2.2喷气纺工序
喷气纺工序作为成纱的最后一道工序,对成纱质量起着关键的作用。为提高成纱质量,更好地服务后道工序,在基本工艺确定以后,还要对影响成纱质量的各工艺参数进行优化选择。比如根据色丝喂入部位不同,合理配置前、后区牵伸倍数,保证成纱条干;合理选择第一喷嘴和第二喷嘴的压力组合,提高成纱强力等等,直至用户满意,纺出最优产品。
5结语
5.1喷气纺花色纱的成纱结构近似于标准喷气纱,色丝作为外
5.2花色纱的形态可以通过调整纺纱工艺中的罗拉隔距、色丝喂入部位等工艺参数来进行改变。
5.3喷气纺花色纱成纱强力和质量与环锭纱相比,强力较低,条干较好,总的来说能满足后工序生产要求。
5.4喷气纺花色式作为一种特殊的喷气纱,它的配色效果是环锭纺所不及的,而在喷气纺纱机上就能很容易实现。随着喷气纺的进一步发展,相信该产品会有更大的市场潜力。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


