J20喷气纺纱机机器每头设有两个反向旋转翼可精确的引导纱线,完全消除了带状卷绕,真正做到卷绕防叠;旋转翼的应用也为进步提高系统的产量提供了基础;该系统的卷绕交叉角设定在15-46度之间,可根据需要自由选择调整;
纺纱器是J20喷气纺纱机的核心。纺纱器是单头传动的,不要过桥齿轮及传动轴等。在断头或质量剪切后,纺纱器停止运转,同时也停止耗用压缩空气,在员工进入维修时,这个纺纱器立即断电。J20喷气纺纱机上是双面纺纱器,应用双面纺纱器还可更换许多工艺部件,可加工不同纤维原料、纱支及品种,如可加工粘纤、莫代尔、竹纤维及与棉纤维的混纺纱,扩大了品种的生产范围,。纺纱工艺设置(包括牵伸、筒速、卷绕张力、卷绕角、喷嘴纺纱压力、清纱器、上腊装置、卷绕装置等)都可在操作面板上直接完成。使机器可快速更换品种,提高了纺纱生产的灵活性。
J20喷气纺纱机的双面纺纱器的牵伸装置比J10喷气纺纱机的产量提高5%。应用双面纺纱器还可优化吸风机的风压,避免飞花灰尘和杂物的沉积。飞花等由机械手自动清除。
二、J20喷气纺纱机的重要特征
1、J20喷气纺纱机的纺纱器
从图2中可看出纺纱器的纺纱过程是由下向上进行的,条桶的条子通过两个集束器,确保无捻条子直接喂入牵伸系统。这种条子直接进入牵伸系统的短路径的设计消除了产生意外牵伸的可能
纺纱器是J20喷气纺纱机的核心,由以下部份组成;①、双列轴承牵伸系统--②、成纱喷嘴--③、--清纱器;④、--卷绕装置;⑤、--筒子(见图2中的编号)

图2、立达公司J20喷气纺纱机上的纺纱器
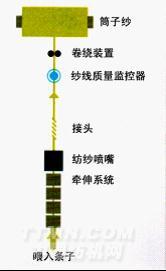
图3、J20喷气纺纱机纺纱器的组成示意 及对纺纱质量、接头质量的监控(电清)
2、J20喷气纺纱机双列轴承牵伸系统如图4所示,

图4、采用高精度双列轴承牵伸系统
在喷气纺中通过喂入预备牵伸、主牵伸和整理牵伸三个阶段对喂入的条子进行柔和的牵伸。为了满足喷气纺较高的工艺要求并适应高倍牵伸,J20采用了立达公司首创的牵伸系统,这种牵伸系统是4上4下的牵伸系统,技术很成熟。在双列轴承牵伸系统中,下罗拉是单根传动的,皮辊依次由下罗拉单独驱动,卷绕系统也是单独传动的。如果发生断头或质量剪切,只有发生断头的纺纱器会完全自动停止运转。等机械手接头后,该纺纱器会自动开始运转生产,也不用打开双列轴承牵伸系统,可快速地喂入条子恢复生产。图3为J20喷气纺纱机采用了最先进的牵伸技术装置:由3 上3下改为4上4下,实现四罗拉三区牵伸(即预备牵伸、主牵伸和整理牵伸)或(预备牵伸、中牵伸、主牵伸)、牵伸倍数大。可实现大牵伸。牵伸系统的皮辊使用双列轴承,故称双牵伸系统,这确保了高倍牵伸的绝对精确和可重
复性。精确的纱线引导使纺纱质量很高而且稳定,从而确保纱线质量稳定均匀一致,质量剪切少,断头也达到最少。J20喷气纺纱机牵伸系统采用双列轴承皮辊的牵伸系统可实现能与高产优质纱线产质量的完美结合。

图5在喷气纺中,纤维在涡流的作用下形成纱

卷绕装置(盖子关闭)

卷绕装置(盖子打开)
图6、带有两个反向旋转盘的卷绕装置
<<上一页[1][2][3][4]下一页>> 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


