梭口高度及工作圆图
一、梭口高度
在剑杆织机上,改变综框连杆与开口机构驱动连杆的连接位置,可以改变梭口的大小。梭口高度应尽可能小,但要保证能开清梭口,剑头不触及上层经纱,不产生三跳织疵及割断经纱,剑头在梭口中上下跳动的幅度适当。“小开口”是剑杆织造的特点,这样可减少开口引起的经纱张力与伸长,但不利于梭口开清,生产中一般配以较大的上机张力。
二、工作圆图
剑杆织机各机构的运动是相互配合的,正确安排各机构的运动时间,使它们的运动配合协调,是保证产品质量和经济效益的前提。不良的运动配合将引起机械故障,织机的断头率和织疵增加,严重时甚至无法生产。其中开口与引纬、打纬的时间配合最为重要,配合是否恰当,常用剑头进、出梭口时经纱的摩擦挤压程度来评判。
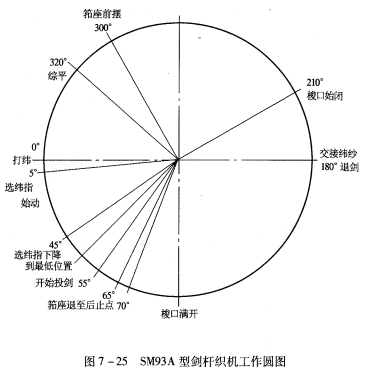
织机各机构的运动配合可在主轴回转一周的工作圆图上表示,以打纬终了时为0°。剑头进梭口时间约在60°~80°,出梭口时间约在280°-300°,剑头在梭口中运动的时间较长,约占主轴转角200°,某些机型甚至达250°。剑杆织机的综平时间比有梭织机迟,约在300°以后,筘座在后心附近的静止角也大大增加,最多达230°。为使纬纱在梭口中能跟踪交接,送、接纬剑进足时的时间差宜控制在10°左右。选纬则一般配置在前一纬引纬末,即前止点附近开始供给纬纱,而在剪纬前终止,剪纬时间多在70°左右。
Somet剑杆织机生产纯棉平布时的工作圆图如图7—25所示,开口时间为320°。当制织细特高经密织物时,由于经纱强力小,受剑头、剑带的反复摩擦,断头增多,开口时间要适当延迟到325°或330°。织造厚重织物时开口时间宜适当提前到310°或315°
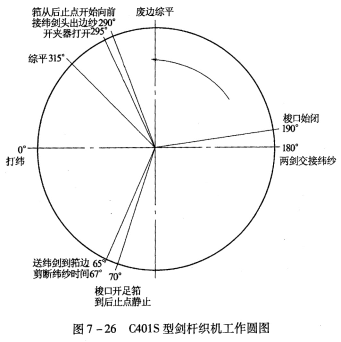
C401S型剑杆织机生产粘纤细布时的工作圆图如图7-26所示,织物的规格为19.7tex×19.7tex,267.5根/10cm×267.5根/10cm,160cm。
打纬终了为0°,290°筘座开始向前摆动,70°筘座后退到后止点静止。综平时间为315°,70°梭口满开,190°梭口开始闭合,两剑头在65°进入梭口,180°在中央交接纬纱,290°接纬剑出梭口。废边经纱的综平时间在290°,比地经纱早25°,开夹器释放纬纱的时间为295°,目的是让接纬剑释放纬纱时,纬纱已被废边经纱完全夹住,避免纬纱回弹,使绞边经纱与纬纱能够交织成良好的纱罗边。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


